دانشگاه آزاد اسلامشهر
ورودی های جدید سال 91 دانشگاه اسلامشهر
میخوام یک سلام مخصوص بکنم به ورودی های جدید دانشگاه مطمئنا اکثرتون با مادر و پدراتون توی صف ثبت نام هستید یادش بخیر ترم اول چقدر حرف میزیدیم سر کلاسها به قول یکی از اساتید دانشجوی ترم اول یعنی فک چقدر برامون مهم بود هر چند جلد کتابی که استاد معرفی کرده رو بخریم اهل پیچوندن نبودیم و همه چی برامون تازگی داشت همه چی یک رنگ و بوی تازه داشت سال خوبی و برای همه ی بچه ها آرزو دارم و ورودی های جدید هم توصیه میکنم از تمام لحظات استفاده کنند و قدر بدونند از همون اول درس و جدی بگیرند و معدلشون و حسابی بکشند بالا والسلام
برنامه درسی افتضاح
واقعا که هر ترم ما این مشکل رو داریم.مسئولین دانشگاه و برنامه ریز های عزیز تمام دروس ارائه شدشون همه تو یک روز خاص هستش . مگه تو یک روز چند تا درس میشه برداشت؟؟؟ همه ی دروس با هم تداخل ساعت دارند. اصلا دست بچه ها باز نیست که با استادی که دوست دارند کلاس بردارند. وقتی می بینید از یک استاد تو یک ترم استقبال نمیشه چرا باز همون استاد و ترم بعد برای همون درس میذارید؟ این همه تحصیل کرده متقاضی کار و با سواد وجود داره.چند تاشو استخدام کنند خو ب!!! ما که تا یادمونه همیشه موقع انتخاب واحد این حرص و جوش ها رو خوردیم. خدا هیچ کس و محتاج بنده ی خدا نکنه. ان شالله هر چه زوتر مسئولین دانشگاه رسیدگی میکنند...
فعالیت های علمی استاد حسین هارون آبادی
فصلنامه علمی - تخصصی سیستمهای قدرت الكتریكی دانشگاه آزاد اسلامی واحد دزفول صاحب امتیاز: دانشگاه آزاد اسلامی واحد دزفول مدیر مسئول: دكتر حسن براتی دانشگاه آزاد اسلامی واحد دزفول سردبیر: دكتر محمود جورابیان دانشگاه شهید چمران اهواز مدیر داخلی: مهندس امیرحسین رحمانی دانشگاه آزاد اسلامی واحد دزفول اعضاء هیأت تحریریه: 1- دكتر حمید لسانی استاد دانشگاه تهران 2- دكتر محمود جورابیان استاد دانشگاه شهید چمران اهواز 3- مهندس احد كاظمی دانشیار دانشگاه علم و صنعت ایران 4- دكتر علیرضا سیفی دانشیار دانشگاه شیراز 5- دكتر رضا كیانی نژاد دانشیار دانشگاه شهید چمران اهواز 6- دكتر غضنفر شاهقلیان استادیار دانشگاه آزاد اسلامی واحد نجفآباد 7- دكتر حسین هارون آبادی استادیار دانشگاه آزاد اسلامی واحد اسلامشهر 8- دكتر افشین لشكرآرا استادیار دانشگاه آزاد اسلامی واحد دزفول 9- دكتر حسن براتی استادیار دانشگاه آزاد اسلامی واحد دزفول دانشكده فني دانشگاه تهران آذر 1386; 41(5 (پياپي 107)):653-662. ارزيابي قابليت اطمينان توليد در بازار برق رقابتي كامل هارون آبادي حسين,حقي فام محمودرضا*,فتوحي فيروزآباد محمود * بخش برق و کامپيوتر، دانشكده فني، دانشگاه تربيت مدرس
Tube Bending and Hydroforming
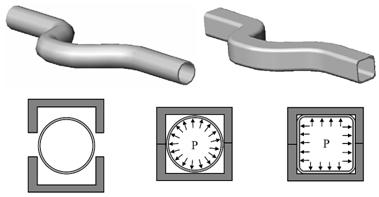
Tube Bending and Hydroforming Introduction Currently, the need to improve automobile efficiency through weight reduction is apparent and one method in which this can be realized is through the use of hydroforming to manufacture conventional automobile structural components. A schematic of a pre-bent and hydroformed tube is shown below. Typical hydroforming process schematic Typically, automobile structural components are manufactured using the stamping and welding processes, but by hydroforming a continuously bent steel tube, the following advantages can be realized: weight reduction (improved fuel efficiency) improved strength and stiffness due to continuous sections part consolidation and reduced scrap better dimensional accuracy reduced cost due to a reduction in labour equipment and energy consumption Inherently, weight reduction is an advantage that hydroformed components possess over stamped and welded parts. This advantage can be further exploited through the use of high-strength steels (HSS), advanced high-strength steels (AHSS) and aluminum. The inherently lower ductility/formability of these materials limits their expansion during hydroforming due to premature fracture (burst), therefore techniques such as end-feeding and pre-bending optimization are required to manufacture a functional part. The focus of the hydroforming program at the University of Waterloo is on 3.0” O.D. tubes. The types of parts that have been hydroformed include straight and pre-bent tubes. Both “high pressure” and “low pressure” hydroforming experiments are conducted at the University of Waterloo. The following geometries and the type of hydroforming process (high or low pressure) have been produced: Straight Tube (high and low pressure) 90° Pre-Bent Tubes bend radii of R/D 2.0 and 2.5 (high pressure) S-Rails with bend radii of R/D 1.5, 2.0 and 2.5 (high and low pressure) Tailor Welded Straight Tubes and Tailor Welded S-Rails (a) Straight tube hydroforming [DP600] (b) Pre-bent tube hydroforming [DP600] (c) S-Rail [AA5754] The tube alloys that have been tested at the University of Waterloo include: Dual Phase Steel (DP600, DP800) High Strength Low Alloy Steel (HSLA350) Drawing Quality Steel (DDQ, DQAK) Interstitial-Free Steel (IF) Aluminum (EN-AW5018, AA5754) Experimental: Tube Bending An Eagle Precision Technologies EPT-100 hydraulic mandrel-rotary draw tube bender at the University of Waterloo is used to conduct all of the bending experiments for this work as shown in the figure below. This industrial grade tube bender was retrofit with a closed-loop servo-hydraulic controls system that is run with a PC-based control and data acquisition system. A mix of MTS 406 and MTS FlexTest servo-hydraulic controllers are used. A custom in-house LabVIEW program is used to control the instrumented tube bender. Instrumented mandrel-rotary draw tube bender at the University of Waterloo The goal of the pre-bending work is to improve the formability of the tubes in the subsequent hydroforming operation. Improved formability can be achieved by the reduction of thinning during pre-bending, which delays the onset of fracture (burst) during hydroforming. The three main process parameters that are investigated in the pre-bending operation are (1) lubrication condition (2) bend severity and most significantly (3) the application of bending boost. The below figure shows the reduction of thinning for increased bending boost levels. Thickness distribution of an IF steel tube due to low (LB), medium (MB) and high (HB) boost conditions Experimental: Hydroforming Hydroforming experiments are performed at the University of Waterloo, using the 1,000Ton (2 million lbf) Macrodyne press shown below. To generate the internal pressure required for hydroforming, a high pressure intensifier is used to boost the internal water pressure to a maximum pressure of 414MPa (60ksi). For high pressure hydroforming experiments, hydraulic ...