هزينه تراشكاري
تسهيم دوطرفه هزينه سربار
شركتي در نظر بگيريد داراي 7 نوع فعاليت (دايره ) بوده كه 4 دايره آن خدماتي و 3 دايره آن توليديمي باشد مراكز هزينه شركت و هزينه هاي مستقيم به شرح ذيل است. مراكز توليدي مراكز خدماتي تراشكاري 000/120 كنترل كيفيت 000/85 جوشكاري 000/220 انتظامات 000/24 مونتاژ 000/180 رستوران 000/125 تعمير ونگهداري 000/45 جمع هزينه هاي توليدي 000/520 جمع هزينه هاي خدماتي 000/279 جدول سهم دهي مراكز به همديگر كنترل كيفيت انتظامات رستوران تعمير ونگهداري كنترل كيفيت 0 5% 5% 6% انتظامات 0 0 3% 0 رستوران 0 3% 0 1% تعمير ونگهداري 5% 10% 10% 0 تراشكاري 49% 25% 25% 37% جوشكاري 30% 27% 27% 32% مونتاژ 16% 30% 30% 24% جمع 100% 100% 100% 100% مطلوبست : محاصبه كل هزينه و هزينه مركز هزينه به روش دوطرفه · هر مركز هزينه علاوه بر هزينه مستقيم خود از واحد هاي خدمات گيرنده هزينه مي گيرد./
حل تسهيم دوطرفه توسط نرمافزار Excel
براي تسهيم ثانويه هزينههاي سربار سه روش مرسوم وجود دارد كه عبارتند از : · روش مستقيم · روش تسهيم يكطرفه پلكاني · روش دوطرفه در اين مقاله بدليل سادگي و همچنين منابع زياد از توضيح دو روش اول خودداري گرديده و مستقيماً به توضيح عملي روش سوم ميپردازيم. ضمناً فرض بر اين ميباشد كه كاربر گرامي با اصول اوليه حسابداري صنعتي آشنايي دارد. براي مثال شركتي را در نظر بگيريد كه داراي 7 نوع فعاليت بوده كه 4 فعاليت خدماتي و 3 فعاليت توليدي ميباشد. مراكز هزينه شركت ( الف ) و هزينههاي مستقيم اين واحدها به شرح زير است : مراكز توليدي مراكز خدماتي تراشكاري 120.000 ريال كنترل كيفيت 85.000 ريال جوشكاري 220.000 ريال انتظامات 24.000 ريال مونتاژ 180.000 ريال رستوران 125.000 ريال جمع هزينههاي توليدي 520.000 ريال تعمير و نگهداري 45.000 ريال جمع هزينههاي خدماتي 279.000 ريال
مدیریت عمومی
مدیریت عمومی نویسنده :سید محمد سید حسینی مقدمه: معمولاً نيازهاي بشر اولين انگيزههايي هستند كه ارائه يا ساخت محصولي را ميسر ميسازد. اين انگيزهها گاهي باعث ميشوند كه سازمانهاي مختلف براي سودآوري ، بقا و رقابت وادار به انجام دادن فعاليتهايي شوند كه در آخر توليد محصول مشخص ميشود. محصول را ميتوان حاصل يك رشته فعاليتهايي دانست كه سازمانها و يا مراكز توليدي به سبب آنها به وجود آمده است.اما ممكن است حاصل فعاليتهاي سازمانهاي مختلف يا مراكز توليدي، هميشه يك جسم فيزيكي قابل لمس نباشد، بلكه محصول دسترنج اين سازمانها بصورت خدمات و سرويسهايي به نيازمندان آن ارائه شود. آنچه كه از يك رشته فعاليتهاي مداوم يك سيستم توليدي حاصل ميشود محصول مي ناميم. محصول ميتواند يا بصورت يك جسم فيزيكي قابل لمس به نام قطعه، ماشين يا غيره باشد، يا بصورت خدماتي به استفاده كنندهگان عرضه شود.«طرح ريزي انتخاب تجهيزات و خودكاري»ماشين آلات و تجهيزات بيش از هر عامل ديگر بر يك استقرار مناسب تأثير مستقيم ميگذارند.معمولاً مهندس طراح ماشينآلات و تجهيزات لازم براي توليد يك محصول مشخص را انتخاب نميكند بلكه اين كار عمولاً به وسيلهي مهندسي ابزار يا مهندسي توليد انجام ميشود اين تصميمگيريها بر حل استقرار تأثير زيادي دارد لازم است مهندس طراح در حين برنامهريزي مشورتهاي لازم را با مهندس ابزار به عمل آورد.خصوصياتي كه در استقرار تجهيزات از اهميت فوقالعادهاي برخور دارند.1- محل اپراتور2- خدمات مورد نياز3- نگه داريهاي اضطراري مورد نياز 4- نگهداريهاي دورهاي مورد نياز5- محل استقرار كنترلها6- ابزارهاي برقي و دستي مورد نياز7- ابزارهاي مورد نيازتقسيمات عمليات توليدي با توجه به انواع كنترل كنندههاي متداول عمليات توليدي را ميتوان به 3 گروه توليد هستي مكانيزه و خودكار طبقهبندي كن كه انتخاب هر يك از شيوههاي توليدي تجهيزات و ماشينآلات مختص به خود را داراست.استقرار ادارات و دفاترادارات و دفاتر بايد در محلي قرار گيرند كه بتوانند به طور موثر و با بازدهي قابل قبول خدمات خود را ارائه دهند.يك كارخانه معمولاً داراي 1- فضاي مخصوص مديريت و مدير عامل 2- دفاتر عمومي 3- دفاتر توليدي است كه نحوهي استقرار و انتخاب آشنا براساس نوع خدماتي است كه از آنها انتظار داريم.محل استقرار اداراتادارات و دفاتر فني ميتوانند در محلهاي زير قرار گيرند:1- در داخل ساختمان كارخانه2- در يك ساختمان جداگانه در مجاورت ساختمان كارخانه3- در يك ساختمان جداگانه با فاصله از ساختمان كارخانهاگر محل دفاتر در داخل كارخانه انتخاب ...
جیگ و فیکسچر
مقدمه مجموعهاي كه در پيش رو داريد در رابطه با صنعت جيگ وفيكسچر ميباشد. مطالب نوشته شده حاصل تحقيق در مورد آنها از منابع مختلف بوده است. اميد است اين اثر مورد توجه علاقمندان قرار گیرد. فهرست عنوان طراحي ابزار اهداف طراحي ابزار معرفي جيگ وفيكسچر امتياز هاي قيد و بند انواع جيگ ساختمان قيد ها انواع فيكسچرها اصول موقعيت دهي روشهاي موقعيت دهي اصول گيره بندي فيكسچرهاي جوشكاري فيكسچرهاي فرزكاري فيكسچرهاي تراشكاري فيكسچرهاي سنگ زني فيكسچرهاي خان كشي جيگ و فيكسچرهاي نشانه گذار نمونه هايي از طراحي جيگ و فيكسچر منابع ومآخذ طراحي ابزار طراحي ابزار(جيگ وفيكسچر)عبارت است از فرآيند طرح،محاسبه وايجاد روش ها وفنوني كه براي افزايش بازدهي وبهره وري توليد ضروري هستند.به كمك اين فرآيند است كه صنايع قادر شده اند ماشين آلات وابزارهاي خاص مورد نيازشان رابراي رسيدن به توليد با ظرفيت بالا به خدمت بگيرند.فرآيند طراحي در حدي از كيفيت عرضه ميشود كه هزينه هاي توليد يك محصول متعادل بوده وقابل رقابت با توليدات مشابه باشد. فرآيند طراحي ابزار در سلسله مراحل توليد،بين فرايند طراحي محصول و توليد محصول واقع ميشود.طراحي ابزار بايد فرآيندي در حال تغيير،پويا وخلاق باشد. اهداف طراحي ابزار هدف اصلي در طراحي ابزار افزايش توليدبا در نظر گرفتن كيفيت مورد نياز و همچنين كاهش هزينه هاي توليد است.براي رسيدن به اين هدف،طراح لازم است اهداف زير را در نظر بگيرد. *ابزار هايي با عملكرد ساده خلق كند تا حداكثر بازدهي اپراتور تأمين شود. *ابزارهاي طراحي شده به گونه اي باشد كه بتوان قطعه كار را با كمترين هزينه توسط انها توليد كرد. *با به كار گيري اين ابزارها،توليد با گيفيت مستمر ويكنواخت حاتصل گردد. *بتوان از يك ماشين توليدي،توليد بيشتري گرفت. *طراحي ابزار به گونه اي باشد كه به كارگيري آن به صورت غلط توسط اپراتور ممكن نباشد. *ابزار ها از موادي ساخته شود كه عمر كاري مناسبي داشته باشد. *ايمني اپراتور در به كار گيري ابزار رعايت شود. جيگ و فيكسچر جيگ ها و فيكسچرها وسايل نگهدارندهاي هستند كه با به كارگيري آنها ميتوان قطعات مشابه هم را با دقت مورد نياز توليد نمود.با استفاده از اين وسايل، موقعيت ابزارهاي برشي نسبت به قطعه كار مشخص ميگردد.براي تأمين اين نظر،جيگ وفيكسچر به گونهاي بايد طراحي وساخته شودكه بتوان قطعهكار را پس از قراردادن ومحكم كردن در آن ،به راحتي ماشينكاري كرد. جيگ وفيكسچر از نظر عملكرد بسيار به هم شباهت ...
ابزارهای برشی
اصولاً تراشكاري به عملياتي گفته ميشود كه توسط يك ابزار تك لبه، قطعات استوانهاي شكل ايجاد ميكند و در اكثر موارد ابزار ثابت است در حالي كه قطعه كار دوران ميكند. از بسياري جهات تراشكاري يك روش برش فلزات است كه تعاريف مشخص و نسبتاً غير پيچيدهاي دارد. از سوي ديگر با توجه به اينكه اين فرآيند بسيار پر مصرف و متداول است تا كنون توسعه زيادي يافته و در سطوح بالايي بهينه سازي گرديده است و در هنگام كاربرد بايد عوامل مختلفي مورد ارزيابي قرار گيرند. عليرغم اينكه عمليات تراشكاري با يك لبه برنده انجام ميشود اما اين فرآيند از نظر شكل قطعه كار و جنس آن، نوع و شرايط عمليات، نيازها، هزينهها و .... معرف عوامل و فاكتورهاي متعددي براي ابزار برشي ميباشد. ابزارهاي برشي امروزي به دقت طراحي ميشوند و اين امر بر اساس دهها سال تجربه، تحقيق و توسعه ميباشد. از شكل هندسي و جنس ابزار گرفته تا شكل كلي، نوع گرفتن اينسرتها روي ابزارگير، نوع ساقه يا طرحهاي مدولار، ابزار تراشكاري از آن چنان پويايي در زمينه برش فلزات برخوردار است كه آنچه امروز قابل اجراست. دو دهه قبل حتي تصورش نيز مشكل بود. بسياري از اصولي كه براي برش فلزات با ابزارهاي تك لبه به كار ميرود براي ديگر روشها حتي عمليات فرزكاري كه در آن يك ابزار چند لبه دوران ميكند نيز كاربرد دارد. تراشكاري يك روش ماشينكاري قابل انعطاف و كارآمد، توسط ابزاري تك لبه براي قطعات مدور در انواع مختلف از نظر اندازه و جنس به شمار ميرود. چند روش اصلي وجود دارند كه هر كدام به انواع مشخصي از ابزارها و روش معيني از كاربرد نياز خواهند داشت. اين بخش به طور عمده به عمليات تراشكاري خارجي خواهد پرداخت و عمليات تخصصيتر مانند پيچتراشي، شيارزني، برش و داخل تراشي در بخشهاي مجزا مورد بحث قرار خواهند گرفت. عمليات تراشكاري براي انتخاب ابزار، اطلاعات برشي و برنامهنويسي به چند نوع تقسيم ميشود. به منظور سادهتر كردن موضوع ميتوان عمليات تراشكاري را به چهار نوع اصلي تقسيم كرد؛ تراشكاري طولي 1، پيشاني تراشي 2، كپي تراشي روي زوايا 3 و پروفيلهاي گرد 4. همچنين تركيبات زيادي نيز از قبيل ماشينكاري پلهها، تغيير قطرها و پخها هم وجود خواهند داشت اما آنها نيز از همان 4 عمليات اصلي تشكيل شدهاند. تراشكاري تركيبي از دو حركت است: دوران قطعه كار و پيشروي ابزار. در بعضي از موارد اجرايي ممكن است قطعه كار ثابت بوده و ابزار دور قطعه دوران كند اما اصول اصلي يكسان است. پيشروي ابزار ميتواند در راستاي محور قطعه كار باشد كه اين به معناي تراشيدن قطر قطعه كار تا رسيدن به قطر كوچكتر است. روش ديگر پيشروي ...
نرم افزار محاسبات مهندسی ساخت و تولید
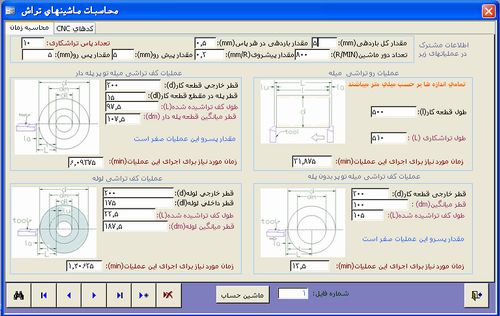
اين نرم افزار را آقای محمد حسین آذرمی براي انجام محاسبات مربوط به ماشينهاي ابزار نوشته كه از طريق آن ميتوانيد محاسباتي نظير بدست آوردن زمان مورد نياز براي انجام عملياتهاي ماشينكاري از جمله تراشكاري , مخروط تراشي , سنگ زني , فرزكاري , صفحه تراشي, محاسبات راه اندازي ماشين مانند سرعت , دور, پيشروي, نسبتهاي قطر و سرعت فوليها و چرخدنده هاي واسطه را براحتي انجام دهيد و همچنين ميتوانيد انواع هزينه هاي توليد جيگ و فيكسچر را نیز بدست آوريد . برای دانلود نرم افزار و خواندن بقيه مطلب بر روی ادامه مطلب کلیک کنید. منبع : http://cncmachinetools.blogfa.com/ انواع ماشينهاي ابزار ؛ كاتالوگ كنترلرهاي ماشينهاي ابزارCNC وپروسه هاي توليد توسط ماشينهلي ابزار و... نسخه 1 اين نرم افزار كه يك فرم از آن را درصفحه اصلي ملاحظه كرديد , شامل محاسبات زمان مورد نياز عملياتهاي مختلف روتراشي و پيشاني تراشي در ماشينهاي تراش ميباشد, و همچنين به همراه كدهاي ماشين تراش CNC با كنترل فيليپس ميباشد . اين نرم افزار راآقای محمد حسین آذرمی براي دانلود قرار داده است كه براي اجراي اين نرم افزار بايد داراي windows xp باشيد و همچنين نرم افزارهاي microsoft office 2003 (فقط 2003) را بر روي كامپيوتر خود نصب کرده باشید. آقای محمد حسین آذرمی در حال كار بر روي نسخه هاي ديگر اين نرم افزار هست كه در صورت كامل شدن , برايتان فقط از طريق ايميلتان ارسال خواهد كرد . در صورتي كه تمايل داريد نرم افزارهاي بعدي را برايتان ارسال كند ايميل خود را به همراه نامتان در قسمت نظر خواهي در ویلاگhttp://cncmachinetools.blogfa.com/ وارد كنيد ( لطفا در قسمت متن نظر وارد كنيد نه در قسمت ايميل) تا در اسرع وقت برايتان ارسال شود . اميدوارم اين نرم افزار بتواند به عزيزاني كه در رشته ي ساخت و توليد تحصيل كرده اند كمك كند و اميدوارم كه نظرهاي خود را در راستاي پيشرفت اين نرم افزار براي ایشان ارسال كنيد . دانلود