شرکت مهندسی بازرگانی پیچ و مهره های صنعتی ایران
فرآیند و خط تولید آرد به روش والسی
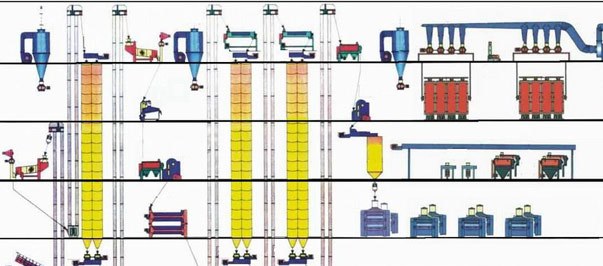
انواع آرد گندم :: آرد سفید: بخش درونی گندم :: آرد کامل گندم: برگرفته از تمام بخشهای گندم :: آرد جوانه گندم: آردی از بخش نشاستهای و جوانه بدون سبوس فرآیند تولید آرد به روش والسی فرایند تولید آرد دارای پیچیدگیهای خاص خود میباشد ولی در اینجا سعی شده است فرایند تولید آرد به زبان ساده بیان گردد. مهمترین بخش در فرایند تبدیل گندم به آرد فرایند آسیاب میباشد با این حال دیگر مراحل چرخه تولید آرد از اهمیت خاص خود بر خوردار می باشند اولین مرحله در چرخه تولید آرد انتقال گندم به کارخانه و انجام نمونه برداری از آن میباشد در یک کارخانه آرد ابتدا گندم ها توسط کامیون ها و تریلرهای حمل گندم عمدتاً از سیلوهای شرکت بازرگانی دولتی ایران و یا مقدار محدودی گندم آزاد خریداری شده خود آنها به کارخانه منتقل شده و سپس کامیونها و تریلرها توسط باسکولی که در درب ورودی قرار دارد وزن میگردند. سپس برای تعیین کیفیت، گندم ورودی با استفاده از بمبو که میله ای بلند توخالی برای نمونه گیری از غلات است نمونه برداری شده و بعد از تایید کیفیت توسط آزمایشگاه کنترل کیفیت کارخانه، به کامیونها و تریلرهای موجود اجازه تخلیه داده میشود. کامیونها نیز جهت تخلیه برروی کمپرسی قرار گرفته و گندم آنها براحتی تخلیه میگردد. در انتهای کار یکی از کارگران وارد کامیون شده و گندم باقی مانده را توسط جارو تماماً خارج مینماید. کامیونها مجدداً توزین شده و از اختلاف وزن اولیه کامیون حاوی گندم و کامیون خالی وزن گندم محاسبه میگردد. گندم ها برروی بخش دریافت که به صورت توری فلزی با منافذ درشت هستند و بر روی زمین قرار دارند ریخته میشوند و با عبور از توری و آهن گیر و الکهایی با منافذ درشت ناخالصیهای درشت و فلزات آن جدا میگردد. گندم پیش بوجاری شده توسط نقاله و الواتور به سیلوها برده شده و ذخیره میشود و سپس توسط نقاله به سالن تولید هدایت میگردد تا مراحل بوجاری و آسیاب برروی آن انجام شود. در سالن تولید مراحل بوجاری شامل: آهن گیر، الکهای سپراتور، شن گیر، کانالهای هوا، نخ گیر، تریور، پوست گیر، نم زن میباشد و سپس گندم مخلوط و یکنواخت میگردد و به مرحله نم زنی وارد میشود؛ گندم در دو مرحله نم زنی و به مدت 24 تا 32 ساعت داخل سیلو می ماند تا رطوبت در لایه های مختلف گندم نفوذ کند و در نهایت گندم با رطوبت مطلوب وارد مراحل آسیاب میشود. آسیابها معمولاً به جز تعداد محدودی که چکشی هستند از والسهای مختلف تشکیل شدهاند و گندم در این قسمت مرحله به مرحله آسیاب و خرد میگردد و پوسته آن نیز به تدریج از آرد جدا میشود. بر اساس درصد سبوس باقی مانده در آرد و نیز اندازه ذرات آن، آردهای ...
سیستم گاز و ترمز وکلاچ دستی (هندکنترل)
سیستم گاز و ترمز وکلاچ دستی ( هند کنترل) طراحی وساخت سیستم گاز و ترمز وکلاچ دستی(هند کنترل)ویژه خودرو معلولین و جانبازان عزیز باداشتن گواهی ثبت اختراع و نیز پروانه بهره برداری از سازمان صنعت معدن وتجارت . لذا کلیه عزیزان معلول و جانباز می توانند با توجه به ویژگی خود(نوع معلولیت) از روی معرفی مشخصات ذیل اقدام به سفارش ساخت آن نموده تا در قالب برنامه زمانبندی شده اقدام به طراحی ،ساخت ونصب آن در اسرع وقت گردد. معرفی مشخصات دستگاهها متناسب باویژگی افراد وقیمت های مربوطه: ۱.دستگاه هند کنترل یک کاره:(کلاچ دستی قفل کن) اشخاص متقاضی این دستگاه: افرادی که دارای معلولیت از ناحیه پای چپ ویا قطع آن می باشند از این دستگاه می توانند استفاده نمایند. مشخصات: این دستگاه به صورت ماهرانه وبدون آسیب رساندن به خودروی شما در زیر قاب فرمان نصب وبا اهرمی به سمت راست فرمان تنظیم وبا اهرمی که دارای حرکت مکانیکی یک طرفه می باشد به قسمتی از اهرم کلاچ خودرو با پیچ ومهره نصب میگردد که با پائین آوردن دستگیره ، کلاچ تا انتها پائین رفته وقفل می شود. خصوصیات این دستگاه: پس از نصب هیچگونه آسیبی به خودروی شما نمی رساندوکاملا دو منظوره طراحی گردیده که اشخاص سالم نیز قادر به استفاده از این خودرو بدون ایجاد مزاحمت دستگاه ،رانندگی نمایند. مزایا:یکی از مزیت های این دستگاه قفل شدن کلاچ می باشد که به راننده اجازه رهایی دست جهت جازدن دنده یا خواباندن ترمز دستی را می دهد واز نیروی فشار کلاچ کاسته وراننده هنگام استفاده زیاد از آن خسته نمی شود. ۲.دستگاه هند کنترل دوکاره :گاز وترمز دستی الف-دوکارزیر فرمان باگازکششی اشخاص متقاضی این دستگاه : افرادی که دارای معلولیت یا قطع پای راست می باشند می توانند از این دستگاه استفاده نمایند. مشخصات: این دستگاه نیز در سمت چپ قاب فرمان خودرو نصب و توسط اهرمی به سمت راست فرمان طراحی گردیده که انتهای آن شکلی همچون سردنده داشته و با اهرمی تلسکوپی شکل به قسمت فوقانی اهرم ترمز با پیچ و مهره نصب می گردد و سیستم گاز این دستگاه سیمی نمی باشد و به صورت زنجیر بر روی پدال گاز نصب می گردد. خصوصیات این دستگاه:هنگام نصب هیچگونه آسیبی به خودروی شما نمی رسد این دستگاه دو منظوره طراحی گردیده ومزاحمتی برای اشخاص سالم ایجاد نمی کند. مزایا: این دستگاه دارای دو قابلیت ترمز به صورت تلسکوپی و گاز به صورت کششی می باشد که با فشار اهرم به سمت پایین عمل ترمز و با بالا کشیدن دستگیره عمل گاز را انجام می دهد و هیچگونه عمل بریدن سیم گاز را ندارد. ب-دوکاره زمینی مشخصات: این دستگاه به صورت زیبا و بدون آسیب رسانی به خودرو ...
روشهای جدید ساختمان سازی در جهان
روشهای جدید ساختمان سازی در جهان دسته بندی : مهندسی عمران بازدید : 3 views بار نویسنده : reza farzi بدون نظر در حالیکه با وجود امکاناتی از جمله نیروی کار جوان و تحصیل کرده ، مراکز تحقیق و توسعه ، نوآوری و مصالح و ماشین آلات گوناگون هنوز با استفاده از روش سنتی به ساخت وساز ادامه می دهد که این روش دارای معایب بسیاری از جمله گران بودن قیمت تمام شده ساختمان ، بالا بودن وزن مرده ساختمان ، سرعت پایین در ساخت و ساز ، پایین بودن کیفیت و ایمنی و غیره می باشد ، استفاده از مصالح سنتی و قدیمی رایج ، ساختمان را سنگین و اجرای کار را طولانی تر میکند ، تیرچه بلوک ، آجر مجوف قطعات بتنی ، موزائیک و سایر مصالح متداول ، بار مرده را بالا برده ، هزینه ساختمان راگران و مقاومت آن را در مقابل زلزله کم می کند در ضمن ساختمان های پیش ساخته بتنی نیز پاسخگوی نیازهای موجود نمی باشند ، زیرا در تحولات ساختمان سازی و فناوری های آن مواردی وجود دارد که تا کنون به آنها توجه کافی نشده است که خلاصه آن را به شرح زیر می توان مطرح کرد . چگونه مدیریت کنیم؟ چه طرحی را انتخاب کنیم؟ معلومات چیست و مجهولات کدام است؟ نوع ساختمان را تعیین کنیم.کیفیت تا چه حد مهم است؟چه مصالحی انتخاب کنیم؟به جزئیات بیشتر توجه کنیم.برای مشتری ایجاد هر نوع تغییر امکان پذیر باشد. به طور مثال تغییر و جابجایی یک دیوار جداکننده (Partition ) میسر باشد.قیمت مهم است باید رضایت خریدار را جلب نمود.بتن ، آهن و گچ باید درست مصرف شود.ساخت و ساز ساختمان را درست انجام دهیم.کار را مرحله به مرحله انجام دهیم ، از یک شروع کنیم تا به صد برسیم و سوار کار باشیم و آن را هدایت کنیم و آنگونه نباشد که کار هدایتگر ما باشد. بهترین و بدترین بتن شامل آب، ماسه، سیمان، شن و آرماتور است. کیفیت در اختیار ماست ، اگر دقت کنیم کار درست انجام می شود.بیشتر نارسایی ها ، کیفیت، زمان، هزینه و ایمنی بستگی به مدیریت دارد .آیا می توان مدیر خوبی بود ؟ توجه داشته باشیم که رئیس با مدیر متفاوت است .ما رئیس زیاد داریم ولی مدیر خوب کم داریم . در مدیریت: طرح، اجرا، آموزش، تحقیق و تصحیح حائز اهمیت است.از بین بردن تصورات غلط مانند اینکه ساختمان های بتنی با دوامتر از ساختمان های چوبی هستند.آهن ، بتن و گچ مصالح اصلی موردنیاز می باشند.باید مصالح را استاندارد و درست انتخاب کنیم . برای این کار مدیریت خوب لازم است ، نه ریاست . باید مصالح را دقیقاً کنترل کنید . کیفیت خوب تاثیر زیادی در قیمت مصالح ندارد .چه روشهایی برای انواع ساختمان ها مناسب است ؟ برای ساختمان های تجاری ، اداری ، صنعتی ، آموزشی ، بیمارستان ، آپارتمان سازی و انبوه ...
طرح کنترل کیفی محصول در شرکتهای تابلو سازی
جهت جلب رضایت مشتری و اطمینان خاطر از خدمات و پشتیبانی محصولات تولیدی فرم ها و دستور العمل هایی جهت نظر سنجی و راهنماهای استفاده از محصول تهیه شده و در اختیار ایشان قرار میگیرد. نظرات مشتریان اعم از رضایت یا عدم رضایت توسط مدیران مجموعه بررسی و در خدمات رسانی های بعدی و جهت حفظ بازار و توسعه بازار مورد استفاده قرار خواهد گرفت. مطالب ذکر شده به شاخصه های اصلی مورد نیاز فرایندها اشاره کرده است ولی در اجرای فرایندها و فعالیت ها ممکن است با توجه به روش ها و دستور العمل ها و رویه های هر شرکت سازنده تابلو های برق تا حدودی متفاوت باشد. لیکن معیارها و مباحث اصلی میبایست مورد توجه و لحاظ قرار گیرد. به همین دلیل در سطح اول طرح کنترل کیفی در ستون های مربوط به مدارک مرجع و سوابق، به دستورالعمل سازنده ارجاع شده است و میبایست مدارک و شواهدی که نشاندهنده نوع و سطح کنترل و بازرسی ها میشود قابل ارایه و ردیابی باشد. فصل اول : کنترل مواد اولیه الف) مکانیک 1-انواع ورق ها 2-انواع تسمه های فلزی و آهنی 3-انواع پیچ و مهره ها 4-انواع مس و شینه ها و فیبر 5-انواع فنرها 6- انواع لاستیکها 7- انواع یراق الات 8-لوازم بسته بندی 9-قطعات ماشین کاری شده 10-الکترودها 1-انواع ورقها ورق ها بر اساس شاخصه های ضخامت، ابعاد، زنگ زدگی و دویدگی کنترل میگردند. جهت چگونگی کنترل بایستی به دستوالعمل های موجود در این رابطه مراجعه گردد. استاندارد های مورد استفاده در این خصوص به شرح زیر میباشند: DIN 1623-2, DIN EN10130, 10142, 10111 ASTM-A653, ASTM-A611 2-انواع پیچ و مهره و واشر این مواد بر اساس شاخصه های زیر کنترل میشوند: انطباق ابعاد و اندازه، انتخاب گرید، انطباق سر پیچ و تیپ و نوع آبکاری. در صورت سفارشی بودن قطعه، یکی از الزامات کنترل تطابق قطعه با نقشه ساخت میباشد. استاندارد مورد استفاده به شرح زیر خواهد بود: DIN 933-931-934-125-127 جهت چگونگی کنترل بایستی به دستور العمل موجود در سازمان مبنی بر میزان گشتاور مراجعه گردد. 3-یراق الات شامل قفل و لولا و قلاب قفل و لولا از لحاظ ظاهری (روان بودن و نحوه آبکاری و تمیز بودن پوشش آبکاری و همچنین مشخصات درخواست شده کنترل میشوند. در صورت وجود قلاب حمل تابلو بایستی به دستوالعمل چگونگی انتخاب قلاب به همراه پیچ و مهره جهت تحمل وزن تابلو در سازمان مراجعه نمایید. 4-مس و فیبر موارد کنترلی در مورد مس عبارت است: کنترل با ابعاد با توجه به تلرانس های مجاز، اکسید نشدن، ترک نخوردن در خم کاری و نداشتن زدگی. همچنین استاندارد کنترل در این خصوص به شرح زیر میباشد: DIN 46433, DIN 43671, DIN 440500 درمورد فیبر و صفحات پی وی سی و قطعات رزینی موارد کنترلی عبارت است ...
دستورالعمل نصب و نگهداری تابلوهای فشار ضعيف و متوسط
- نصب و راه اندازی تابلو: در این بخش نکات کلی برای نصب و راه اندازی و آزمون راه اندازی تابلوهای فشار ضعیف و متوسط آورده شده است و این نکات به همراه توصیه های کارخانه سازنده در این مورد باید مورد استفاده قرار گیرد. 1-2- حمل و تخلیه تابلوهای مستقر در پستهای توزیع، طبق مشخصات فنی خریدار در کارخانه سازنده مونتاژ و بعد از تکمیل برگه آزمونهای معمول (روتین) کارخانه، به محل پست حمل می گردند. برای جلوگیری از صدمات مکانیکی و یا تأثیرات محیطی ناشی از حمل و نقل و پیاده کردن تابلو و یا انبار نمودن آن، بایستی تابلوها بعد از ساخت به گونه ای مناسب بسته بندی شوند. بر روی بسته بندی اطلاعات لازم از جمله نام شرکت سازنده بایستی درج شده باشد. قبل از تخلیه تابلو از وسیله نقلیه می باید از وضعیت ظاهری آن بازدید و پس از تخلیه از بدنه، چهار چوب و درب تابلوها معاینه دقیقی به عمل آید و در صورت آسیب دیدگی مراتب به کارخانه سازنده گزارش شود. 2-2- جابجایی و جاسازی حداقل فاصله بین دیوار و تابلو و یا بین دو تابلو برای راهروهایی به طول تا سه متر برابر 70 سانتیمتر و برای تابلوهایی به طول بیش از 3 متر برابر یک متر انتخاب گردد (برای تابلوهایی به ارتفاع حدود 2 متر). تابلو های تمام بسته برای جلوگیری از خطر فساد تدریجی (زنگ زدگی) باید حداقل 5 سانتیمتر از دیوار ها فاصله داشته باشند. محوطه های جدا برای تابلوهای فشار ضعیف و فشار قوی توصیه می گردد، البته اگر هر دو تابلو تمام بسته باشند نصب هر دو تابلو در یک محوطه مشکلی ایجاد نمی کند. محوطه و اتاقک تابلو باید طوری باشد تا آبهای سطحی جاری و یا طوفان و سیل به آن آسیبی وارد نکند و دمای محیط بالاتر از 12℃ "> 5- باشد (در صورتی که وسایل حفاظتی و وسایر اندازه گیری موجود نباشد، این دما تا 12℃ "> 5- نیزمی تواند پایین بیاید)، در غیر این صورت استفاده از هیتر برقی توصیه می گردد. تهویه محوطه باید به خوبی صورت گرفته تا از زنگ زدن و گرد و غبار محیط جلوگیری شود. دیوارها باید بطور کاملاً صاف یک لایه گچ کاری شده تا از نشستن گرد و خاک جلوگیری شود ولی باید دقت شود که سقف نباید گچکاری گردد زیرا امکان ریزش گچ از سقف و خطر اتصال کوتاه برای تابلو وجود دارد. پله و سطح شیب دار در قسمت نصب تابلوها نباید باشد و درب اصلی باید به اندازه ای باشد که خروج یا ورود تابلو ها مشکل نباشد. در حالتیکه منطقه تردد افراد عادی نزدیک محوطه تابلو باشد دربها باید از آهن ساخته شده باشند. پنجره های بازشو با تور سیمی جهت جلوگیری از ورود پرندگان ساخته شده باشد و هیچ پنجره بازشویی بالای قسمت تابلوها نباشد. ضمناً با توجه به حداقل زمان عملکرد و سیستم های حفاظتی ...
نکات مهم در ساخت و طراحی تابلو های ساده
-جریان نامی باس بارهای لاین اصلی 1.5برابر جریان نامی کلید اصلی باشد و تحمل جریان اتصال کوتاه را در زمان مورد نظر متناسب با آمپر کلید و باس اصلی داشته باشد.2-باس بارها یا شینه ها ازمس الکترولیتی سخت با هدایت عالی ساخت شرکت مس باهنر باشد .3-مقطع باس بارها یا شینه های نول وارت حداقل نصف مقطع شینه های اصلی یا فاز باشد.4-کلیه باس بارها یا شینه های اصلی در خصوص هدایت بالا و ایمنی ایزوله یا عایق شده مطابق استانداردهای VDEبا ضخامت حداقل 100 میکرون رنگ شود. استفاده از شیرینگ حرارتی استاندارد بجای رنگ بلامانع میباشد5- کلیه باس بارهای اصلی سه فاز و ارت ونول رنگ یا شیرینگ حرارتی شده میبایست مجهز به کد شناسائی حکاکی شده مطابق با نقشه های قدرت باشد6- متناسب با تعداد بارهای خروجی شینه های فازی و ارت ونول سورخکاری شده تاتعادل باری وفازی رعایت و کلیه کانکشنها انفرادی انجام گردد7- عملیات برش و خم و سورخاری شینه ها به روش استانداد انجام واز روشهای سنتی ودستی اجتناب گردد .بدلیل عدم تنشهای خمشی و کششی و بریدگی میکروسکوپی باس بار در هدایت الکتریکال حدالمقدور با ماشینهای NC8- شینه های نول وارت به روش جداگانه در قسمت ترمینالهای خروجی و ورودی تعبیه ودر تابلوهای چند سلوله توسط و پیچ و مهره گالوانیزه M8x8کانکشن و یک پارچه باشد9- کلیه مقرهای اتکا اصلی و فرعی تحمل مکانیکی و الکتریکی جریانهای اتصال کوتاه را داشته و وجود تایپ تست اجباری است .10- کلیه ریلهای ترمینال و مینیاتوری استانداد انتخاب شده واز ریلهای متفرقه بدلیل ناهماهنگ بودن با مونتاژ تجهیزات اجتناب گردد .11- کلیه دربها و کاورهای لولائی توسط سیمهای مسی بافته شده به پیچ استادبلد شده داخل درب و باس ارت، ارت شود 12- سطح مقطع سیمهای قدرت مطابق جداول VDEومتناسب با شرایط محیط تصب تابلو انتخاب گردد و حداقل چگالی برای هرمیلیمتر مربع 4 آمپر منظور گردد.13- حداقل سطح مقطع سیمهای کنترل در تابلوهای فشار ضعیف 1/5 میلیمتر باشد.وتعهد تائیدیه توانیر بوده و تحت هیچ شرایط از سیمهای متفرقه استفاده نشود14- کلیه وایرینگ یا سیم قدرت مجهز به کد شناسائی نقشه و رنگ شناسائی فاز باشد و از شرکتهای معتبر و تعهد تائیدیه توانیر استفاده واز سیمهای متفرقه اجنتاب گردد.15- کانکشن کلیه وایرینگ یا سیمهای قدرت وکنترل بوسیله وایرشو یا کابلشوی استاندارد بصورت انفرادی کانکشن گردد.16- کلیه تجهیزات الکتریکال قدرت - کنترل -اندازه گیری - ترمینالهای ورودی وخروجی مجهز به کد شناسائی حکاکی منطبق بر نقشه های الکتریکال باشد17- چیدمان تجهیزات به روشی اتخاذ گردد که از جلو دردسترس باشد و تعمیر و تعویض قطعات به سهولت انجام گردد18- کلیه ...
انواع شرکت و روش ثبت آنها ...
منبع : ايران سازهانواع شرکت و روش ثبت آنها ... این نوشتار که راجع به ثبت شرکت های تجاری است؛ ابتدا به معرفی مختصری از شرکتهای تجاری هشت گانه (سهامی عام، سهامی خاص، با مسئولیت محدود، تضامنی، مختلط غیرسهامی، مختلط سهامی، نسبی و تعاونی) پرداخته، سپس مدارک مورد نیاز جهت ثبت هر شرکت را نام برده و بعد از آن رویهی عملی مراحل ثبت را به طورکلی توضیح خواهیم داد.1- تعریف شرکت سهامی عامشرکت سهامیعام، شرکتی است بازرگانی (ولو اینکه موضوع عملیات آن، امور بازرگانی نباشد) که سرمایهی آن به سهام، تقسیمشده که بخشی از این سرمایه از طریق فروش سهام به مردم تأمین میشود. در شرکت سهامیعام، تعداد سهامداران نباید از سه نفر کمتر باشد و مسئولیت سهامداران، محدود به مبلغ اسمی سهام آنهاست. در این شرکت، عبارت «شرکت سهامی عام» باید قبل از نام شرکت با بعد از آن، بدون فاصله با نام شرکت در کلیهی اوراق و اطلاعیهها و آگهیهای شرکت به طور روشن و خوانا قید شود.مدارک شرکت سهامی عام برای ثبت:الف ) مدارک لازم جهت کسب اجازهی پذیرهنویسی شرکت سهامیعام در حال تأسیس، از مرجع ثبت شرکتها: 1) دو نسخه طرح اظهارنامهی شرکت سهامیعام 2) دونسخه طرح اساسنامهی شرکت سهامیعام 3) دو نسخه طرح اعلامیهی پذیرهنویسی 4) گواهی بانکی مبنی بر واریز حداقل 35% سرمایه، تعهد توسط مؤسسین 5) فتوکپی شناسنامهی مؤسسینب ) مدارک لازم جهت تأسیس: 1) دو نسخه اظهارنامه 2) دو نسخه اساسنامه 3) دو نسخه صورت جلسهی مجمع عمومی مؤسسین 4) دو نسخه صورت جلسهی هیأت مدیره (تعداد مدیران، حداقل پنج نفر می باشد.) 5) آگهی دعوت مجمع مؤسسین در روزنامهی تعیین شده 6) فتوکپی شناسنامهی مدیران (در مورد اشخاص حقوقی، ارائهی برگ نمایندگی، الزامی است.) 7) گواهی بانک مبنی بر واریز 35% سرمایهی شرکت 8) ارائهی مجوز یا موافقت اصولی یا مجوز از مراجع ذیصلاح در صورت نیاز2- تعریف شرکت سهامی خاصشرکتی است بازرگانی (ولو اینکه موضوع عملیات آن، امور بازرگانی نباشد) که تمام سرمایهی آن منحصراً توسط مؤسسین، تأمینگردیده و سرمایهی آن به سهام، تقسیم شده و مسئولیت صاحبان سهام، محدود به مبلغ اسمی سهام آنهاست. تعداد سهامداران نباید از سه نفر کمتر باشد و عنوان «شرکت سهامی خاص» باید قبل از نام شرکت یا بعد از آن بدون فاصله با نام شرکت، به طور روشن و خوانا قید شود.مدارک شرکت سهامی خاص برای ثبت: 1) دو برگ اظهارنامهی تکمیل شدهی شرکت سهامی خاص و امضا ذیل اظهارنامه توسط کلیهی سهام داران 2) دو جلد اساسنامهی شرکت سهامی ...
دستورالعمل نصب و نگهداری تابلوهای فشار ضعيف و متوسط بخش 3
مقاومت عایقی سیم های کوچک و مدارات روشنایی و مدارات ضمیمه و کمکی با ولتاژ d.c کمتر از 500 ولت اندازه گیری می شود. بعد از آزمایش، عایقها باید دشارژ و زمین شوند. 3-11-2- عایق روغن فاصله بین آزمایشها بستگی به طبیعت و جنس روغن و دوره استفاده ار تجهیزات دارد و تعیین بهترین دوره بر پایه تجربه و مشورت با کارخانه استوار است. سطح روغن، بخار آب موجود و آلودگی آن جزء آزمایشهایی است که در دوره های نگهداری باید صورت گیرد.سطح روغن بوشینگ ها مرتباً چک شود و در صورت کاهش سطح و یا نشت، کنترل شده و در صورت نیاز رفع عیب شود. بعد از اتمام بازرسی دقت شود که تمام اتصالات کاملاً سالم باشند و در طول مدت بازرسی اتصالات زمین برقرار باشد. 3-11-3- گازSF6 در کلیدهای قدرتی که از این گاز استفاده می شود بطور دوره ای فشار SF6 و دمای آن با مقدار مشخص شده آن توسط کارخانه سازنده مقایسه گردد. 3-12- ایمنی پیوستگی زمین و نگهداری آن تمام اجزای فلزی باید مطابق با استاندارد زمین شده و دقت شود که اتصالات مکانیکی و پیچ و مهره ها در محل اتصال سالم باشند. در طول مدت نگهداری توجه شود تا پیچ و مهره ها و اینتر لاکهای مرتبط به خوبی عمل کنند. 3-13- دریچه های حفاظتی و وسایل قفل کننده عملکرد صحیح مجموعه های مکانیکی بازرسی شود و پیچ و مهره ها سفت و سایر قسمتها بطور آزادانه حرکت کنند. بجز مواردی که در توصیه های کارخانه سازنده آمده است، یاتاقانها، شفت ها و سایر قسمتهای لازم به مقدار کم روغن کاری شوند. 3-14- اینتر لاکها هنگام امتحان اینتر لاک، احتیاط لازم برای جلوگیری از خطر برای دستگاه و اشخاص انجام شود تا از حوادث ناخواسته جلوگیری گردد. علت استفاده از اینتر لاک، اطمینان از عملکرد مشخص شده برای دستگاه است و اینکه اپراتور نتواند حالتی بوجود آورد که دستگاه برای آن طراحی نشده است و یا دستگاه هنگامیکه برای شخص خطر به بار می آورد عمل نکند. این حالات معمولاً شروع بکار وسیله، خاموش کردن، کلیدزنی و اجازه دسترسی می باشد. 3-14-1- نگهداری سیستم اینترلاک شخص مسئول نگهداری باید، ماهیت و هدف استفاده از اینتر لاک وجزئیات و تجربه کار مربوطه را داشته باشد. دفترچه نصب و راه اندازی و نگهداری کارخانه بعنوان مرجع باید در دسترس باشد. با توجه به نوع نصب اینترلاک توصیه های زیر قابل استفاده است: الف)از لحاظ مکانیکی: 1- پیچ ها، اهرمها، فنرها، کشوها و قفل و بست ها باید تمیز شده و به حد کافی روغن کاری شده تا عملکرد صحیح داشته باشند. 2- هر نشانه ای از پوسیدگی به دقت بررسی و در صورت لزوم قطعه تعویض گردد. 3- تمام اجزاء ثابت مانند پیچ و مهره ها، پیچ تنظیم، پین ها و ... باید بازرسی گردد. ب- از لحاظ الکتریکی: 1- ...
دانلود نمونه سوالات استخدامی شرکت نفت، گاز و پتروشیمی در سالهای مختلف
منبع : ایران سازهدانلود نمونه سوالات استخدامی شرکت نفت، گاز و پتروشیمی در سالهای مختلفسوالات آزمون استخدامی شرکت مجتمع گاز پارس جنوبی ۰۶/۰۳/۹۰ دروس عمومی کارشناسیدروس تخصصی رشته کارشناسی شیمی دروس تخصصی رشته کارشناسی مهندسی شیمی دروس تخصصی رشته کارشناسی مهندسی مکانیک دروس تخصصی رشته کارشناسی مهندسی صنایع دروس تخصصی رشته کارشناسی مهندسی برق الکترونیک دروس تخصصی رشته کارشناسی مهندسی برق قدرتدروس تخصصی رشته کارشناسی مهندسی کامپیوتر نرم افزاردروس تخصصی رشته کارشناسی مهندسی کامپیوتر سخت افزاردروس تخصصی رشته کارشناسی مهندسی ایمنی بازرسی فنی دروس تخصصی رشته کارشناسی مهندسی عمراندروس تخصصی رشته کارشناسی فیزیکدروس تخصصی رشته کارشناسی حسابداریدروس عمومی کارشناسی ارشددروس تخصصی رشته کارشناسی ارشد مهندسی کامپیوتر سخت افزاردروس تخصصی رشته کارشناسی ارشد مهندسی کامپیوتر نرم افزاردروس تخصصی رشته کارشناسی ارشد مهندسی کامپیوتر هوش مصنوعیدروس تخصصی رشته کارشناسی ارشد مهندسی مکانیکدروس تخصصی رشته کارشناسی ارشد مهندسی شیمیدروس تخصصی رشته کارشناسی ارشد مهندسی عمراندروس تخصصی رشته کارشناسی ارشد فیزیکدروس تخصصی رشته کارشناسی ارشد مهندسی کامپیوتر IT سوالات آزمون استخدامی شرکت های پالایشی و انتقال گاز / شهریور ۸۷ سوالات عمومی: سطح کاردانی سطح کارشناسی سوالات تخصصی رشته های کاردانی: کاردانی برق الکترونیک – کنترل – ابزار دقیقکاردانی برق قدرت – الکتروتکنیک – برق صنعتیکاردانی بازرگانی کاردانی اداریکاردانی حسابداریکاردانی مکانیککاردانی شیمی سوالات تخصصی رشته های کارشناسی : کارشناسی برق- کنترل – الکترونیک – ابزار دقیقکارشناسی فیزیککارشناسی مدیریت بازرگانی کارشناسی برق – قدرتکارشناسی کامپیوتر – سخت افزارکارشناسی مکانیککارشناسی صنایعکارشناسی مهندسی شیمیکارشناسی کامپیوتر نرم افزارکارشناسی شیمی کاربردی سوالات آزمون استخدامی شرکت های گاز استانی / اردیبهشت ۸۶ سوالات عمومی کاردانی سوالات عمومی کارشناسی سوالات تخصصی مقطع کارشناسی ایمنی وبازرسی فنیسوالات تخصصی مقطع کارشناسی برق الکترونیکسوالات تخصصی مقطع کارشناسی کامپیوتر (سخت افزار)سوالات تخصصی مقطع کارشناسی صنایع سوالات تخصصی مقطع کارشناسی کامپیوتر (نرم افزار)سوالات تخصصی مقطع کارشناسی مهندسی عمران عمران سوالات تخصصی مقطع کارشناسی حسابداریسوالات تخصصی مقطع کارشناسی مدیریت بازرگانیسوالات تخصصی مقطع کارشناسی مدیریت دولتیسوالات تخصصی مقطع کارشناسی مدیریت صنعتیسوالات تخصصی مقطع کارشناسی عمران عمرانسوالات ...