برش در نقشه کشی صنعتی
آشنایی با برش
تمرین برای آشنایی شما با برش کامل و نیم برش می باشد که ترسیم قطعه آن را در مطلب قبلی ارائه داده ام. برش کامل 1)مسیر برش تعریف شده 2)جهت برش در مسیر برش معلوم است 3)هاشور منطقه برش خورده 45 درجه است نیم برش 1)مسیر برش تعریف شده 2)جهت برش در مسیر برش معلوم است 3)هاشور منطقه برش خورده 45 درجه است 4)نصف قطعه بریده شده و نیم دیگر بدون خط ندید رسم شده
قالب های برش – تلرانسهای وضعیت
تلرانسهای وضعیت تغییرات مجاز موقعیت یک شکل را از نظر هندسی نسبت به حالت ایده آل آن با توجه به مبنا بودن شکل یا شکلهای دیگری تعریف می کند. تلرانسهای وضعیت عبارتند از : توازی ، تعامد ، زاویه دار بودن ، موقعیت ، هم محوری ، تقارن ، دویدگی مقطعی یا دایره ای ، دویدگی کلی.توازی (// ) : تغییر حالت یک صفحه نسبت به صفحه مبنا را از نظر موازی بودن که در یک فاصله معین Tانجام می گیرد توازی بودن می نامند.مثال: در شکل زیر صفحه A می تواند نسبت به صفحه Bاز نظر توازی بودن در فاصله مجاز Tتغییر حالت دهد. توازی تعامد ():عمود بودن یک سطح را نسبت به سطح دیگر به مقدار مجاز Tتعامد گویند،این مقدار می تواند در حالتهای مختلف متغیر باشد.مثال: در شکل زیر صفحه ای که روی آن تلرانس گذاری شده می تواند در بین دو صفحه A و Bکه کاملاً به سطح مبنا عمود می باشند در هر حالتی قرار گیرد. تلرانس وضعیت - تعامد زاویه دار بودن():نشان دهنده مقدار مجاز انحراف زاویه های یک صفحه نسبت به صفحه مبنا می باشد که مقدار آن با Tنمایش داده شده است. موقعیت ( ): نشان دهنده موقعیت یک شکل از نظر مختصاتی نسبت به سطح یا سطوح دیگری می باشد که مقدار مجاز آن را با Tنمایش می دهند. مثال : مرکز سوراخ مورد نظر می تواند در یک دایره به قطر T نسبت به مرکز مختصاتی خود که با CوDمشخص شده است قرار می گیرد. تلرانس وضعیت - موقعیت هم محوری ( ): مقدار مجاز اختلاف محور یک استوانه نسبت به استوانه مبنای دیگر را هم محوری گویند. مثال: در شکل زیر محور استوانه ای که تلرانس گذاری شده است می تواند در یک استوانه به قطر T در هر حالتی واقع شود.البته این استوانه فرضی نسبت به استوانه مبنا سنجیده می شود. تلرانس وضعیت - هم محوری تقارن () :مقدار اختلاف مجاز (T) محور با صفحه میانی یک شکل معین،نسبت به یک یا دو سطحمتفاوت را تقارن گویند. مثال: در شکل زیر صفحه میانی شکاف می بایستی بین دو صفحه که به مقدار T از هم فاصله دارند و با صفحه مبنا موازیند واقع شود.البته مقدار Tبه طور قرینه نسبت به محور قطعه می باشد. تلرانس وضعیت - تقارن دویدگی دایره ای ( ): مقدار مجاز دویدگی شعاعی هر مقطع از جسم را حول محور دوران آن که با Tنمایش داده می شود،که می تواند نسبت به سطوح مبنای دیگری تعریف شده باشد دویدگی دایره ای می گویند. تلرانس وضعیت - دویدگی دویدگی کلی ( ): مقدار مجاز دویدگی شعاعی از ابتدا تا انتهای قطعه را که می تواند به مقدار Tباشد دویدگی کلی گویند. تلرانس وضعیت - دویدگی کلی
انواع برش
برش : برش در نقشه کشی صنعتی برای تشریح بهتر نقشه و درک بهتر و آسان کردن نقشه به کار می رود به گونه ای که با کمک صفحات فرضی برش که در موازات یکی از صفحات تصویر است جسم را برش زده و ان را به دو قسمت تفکیک می کنیم و در ادامه قسمتی را که مانع دید ما از پیچیدگی ها و سوراخ ها و ... داخل جسم می شود را کنار زده و به ترسیم قسمت باقی مانده که در اینجا تمام خطوط ندید آن به دید تبدیل شده می پردازیم وقسمت هایی از جسم را که با صفحه فرضی برش تماس داشته را هاشور خواهیم زد. (توصیه می شود به استثناهای برش نیز مراجعه کنید ) 1)برش ساده : برش ساده یا برش متقارن همانطور که از نامش پیداست برای برش اجسام متقارن به کار می رود البته این برش را می توان برای اجسام غیر متقارن نیز استفاده کرد . در شکل های زیر که به نمایش درآمد چگونگی برش ساده کاملا تشریح شده که ابتدا جسم مورد نظر بوسیله یک صفحه فرضی برش که در موازات یکی از صفحات تصویر است برش خورده و این صفحه تصویر از محور تقارن عبور کرده و جسم را به دو قسمت جدا می کند که یکی را کنار زده و دیگری را با رعایت رسم نوع هاشور نسبت به جنس قطعه و زاویه هاشور که معولا 45 درجه است ولی برای عدم موازی بودن آن با خطوط اصلی تغییر میکند و فاصله بین خطوط هاشور که متناسب با اندازه تصویر است و عدم رسم خطوط ندید مگر در موارد استثنا رسم می کنیم . ( نقشه زیر بر اساس استاندارد امریکایی است ) برش ساده در نقشه مرکب : در نقشه کشی صنعتی برای هاشور زدن مواد مختلف از جدول زیر استفاده می شود : 2)نیم برش : زمانی که جسم دارای قرینه است و نشان دادن داخل و خارج جسم , هردو برای ما دارای اهمیت است از نیم برش استفاده کرده و در وقت و ترسیم نماهای مختلف صرفه جویی می کنیم . در نیم برش قوانین همان قوانین برش ساده است و فقط بر خلاف برش ساده که از یک صفحه فرضی برش استفاده می شد در اینجا از دو صفحه فرضی برش عمود بر هم استفاده می شود . برای درک بهتر به نقشه های زیر مراجعه بفرمایید ( نقشه زیر بر اساس استاندارد امریکایی است ).
مراحل طراحي قالبهاي برش(طراحی نوار)

مراحل طراحي قالبهاي برش در روشهاي جديد طراحي قالب ،جهت بهتر شدن كيفيت و كمتر شدن هزينه،مراحل طراحي را به صورت رده بندي مشخص كرده و طبق آن عمل مي كنند و چون مراحل آن تحقيقا طبق محاسبات و تجارب خاص قالبسازي به دست آمده است مسلم است كه با رعايت و اجراي اين مراحل ،قالب شكلي ايده ال و مهندسي به خود مي گيرد . اين مراحل به شرح زير مي باشد : طراحی نوار اولين قدم در طراحي قالب برش ، طراحي نوار مي باشد به نحويكه نوار ترسيم شده نشانگر تمامي عملياتي است كه از اولين تا آخرين ايستگاه روي آن انجام مي گيرد. از روي اين نوار به راحتي مي توان نحوه برش در ايستگاههاي مختلف را مشاهده كرد .با توجه به اين توضييح درمي يابيم كه اساسي ترين مرحله طراحي قالب طراحي نوار آن مي باشد،از آن پس مي توان به راحتي زمان و هزينه لازم جهت ساخت قالب را پيش بيني كرد.با توجه به اينكه پنجاه تا هفتاد درصد قيمت تمام شده قطعاتي كه توسط قالب برش توليد مي شوند (مواد اوليه) و بقيه را هزينه هاي توليد (كارگر،دورريز،....) تشكيل مي دهند ،مي بايستي در طراحي نوار توجه داشت كه دورريز را حداقل مقدار ممكن در نظر گرفت. مقدار جابجايي مجاز ضايعات (دورريز): اين مقدار رابطه مستقيمي با شكل نهايي و محيط خارجي قطعه توليدي دارد و به طور كلي قطعات توليديرا از نظر شكل خارجي مي توان به چهار دسته كلي تقسيم كرد تا با مبنا قرار دادن آنها مقدار مجاز ضايعات در نوارهاي مختلف را بر حسب آنها بيابيم: دسته اول: اين دسته شامل قطعاتي است كه محيط خارجي قوس داري دارند و قوس آنها طوري است كه از ديد دو ايستگاه پشت سر هم ،قوسها نسبت به هم حالت واگرايي دارند. دراين حالت مقدار دورريز A را برابر 70% ضخامت ورق در نظر مي گيرند.(شكل شماره 7)A=7% ×Tاشکالی که نسبت به هم قوس واگرا دارند (شکل 7) دسته دوم: اين دسته شامل قطعاتي است كه داراي لبه هاي برشي موازي و مستقيم نسبت به همديگر و نسبت به لبه هاي نوار مي باشند در اين حالت مقدار دورريز (B ) بستگي به طول مستقيم (L) لبه قطعه توليدي دارد و با توجه به جدول شماره 5 مي توان مقدار آن را يافت.(شكل-8)،(جدول -5)اشكالي كه نسبت به هم لبه هاي موازي دارند (شکل 8) (جدول-5) مقدار دورريز بر حسب ضخامت ورق دورريز طول مستقيم قطعهL(mm) T 0-60 11/4 T 60-200 11/2 T بزرگتر از 200 دسته سوم: اين دسته شامل قطعاتي است كه ازديد دو ايستگاه پشت سر هم داراي منحني هاي موازي نسبت به يكديگر مي باشند،در اين حالت مقدار دورريز داراي منحنيهاي موازي نسبت به يكديگر مي باشند،در اين حالت مقدار دورريز (C ) بستگي مستقيم به طول قوس (L) دارد.(شكل-9) و (جدول6) (شكل-9): اشكالي كه نسبت به هم منحني هاي موازي دارند.(جدول-6): تعيين مقدار ...
مثالی از محاسبات برش قطعات
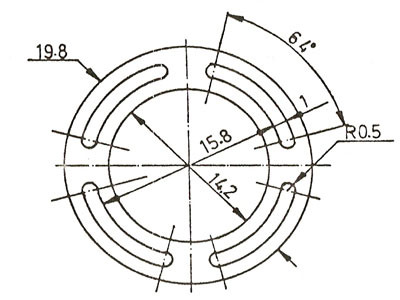
نکته ها و توضیحاتدر این بخش با آوردن نقشه چند قالب ساخته شده سعی شده است که طراح را با چگونگی شکل و نقشه قالب برش آشنا کنیم .البته به دلیل بزرگ بودن نقشه های قالب نمی توان آنها را به صورت کامل گنجاند و لذا با حذف قسمتهایی از نقشه این کار عملی گردید.در این قسمت علاوه بر نقشه ها و مثالهای عملی سعی شده است که با توضییح مفاهیمی از قبیل: نقشه کشی،قالب،فولاد و خواص آن و …. دید طراح را نسبت به این موضوعات بازتر کرده تا او بتواند از این مطالب در طرح خود حداکثر استفاده را ببرد. مثالی از محاسبات برش قطعات – ۱شکل زیر نشان دهنده یک نمونه از قطعه تولیدی توسط قالب برش می باشد که طرح قالب آن نیز در صفحات بعد با شماره نقشه D-20014ترسیم شده است.قبل از شروع به ترسیم آن بایستی محاسبات زیر را برای این نقشه انجام داد: شکل۴۵:مثالی از محاسبات برش T : ضخامت جنس:برنج مقاومت کششی: ۲۰ Kg/mm2 محاسبه دورریز یا پرت:اولین مرحله محاسبات مربوط به تعیین دورریز(پرت) قطعه فوق می باشد که به توجه به اینکه قطعه محیط خارجی قوس داری دارد و این قوسها در دو ایستگاه پشت سر هم نسبت به هم حالت واگرایی دارند از فرمول مربوط به دسته اول استفاده کرده و مقدار آن را ۷% ضخامت ورق در نظر می گیریم،که به این ترتیب مقدار آن ۰٫۷ میلیمتر می شود ولی با در نظر گرفتن ضریب اطمینان آن ره به ۱٫۵ میلیمتر افزایش می دهیم. شکل ۴۶: محاسبه دورریز یا پرت محاسبه دوریز ورق محاسبه نیروی برش:همانطور که در شکل بالا دیده می شود عملیات برش در ۵ ایستگاه روی نوار انجام می گیرد.برای تعیین مقدار نیروی برش لازم ،بایستی نیروی برش را در هر ایستگاه به طور جداگانه پیدا کرده و از مجموع کل آنها مقدار کل نیروی برشی را محاسبه کنیم.ایستگاه اول: در این ایستگاه دو مقطع برشی وجود دارد.یکی از آنها مربوط به سنبه کناره بر و دیگری مربوط به سوراخ پین جوینده می باشد.FA= tB ×SAtB= 0.8×۲۰=۱۶ Kg/mm2مقاومت برشی برنجtB= 0.8 × ۶BtB: مقاومت برشی (Kg/mm2)6: مقاومت کششی (Kg/mm2)S: سطح جانبی برش (Kg/mm2)برای به دست آوردن سطح جانبی برش بایستی محیط مقاطع برش را در ضخامت ورق ضرب کنیم: محاسبه نیروی برش
انواع برش
برای دیدن مطالب و تصاویر آموزشی زیبا از برش قطعات صنعتی و انواع آن روی لینک های داده شده کلیک کنید . البته این مطالب هم به صورت زبان اصلی است اما تصاویر آن بسیار گویا است . درضمن امیدوارم به این واسطه با زبان فنی نقشه کشی صنعتی هم بیشتر آشنا بشید. Section Views1 Sectional Views2
مثالی از محاسبات برش قطعات

نكته ها و توضيحات در اين بخش با آوردن نقشه چند قالب ساخته شده سعي شده است كه طراح را با چگونگي شكل و نقشه قالب برش آشنا كنيم .البته به دليل بزرگ بودن نقشه هاي قالب نمي توان آنها را به صورت كامل گنجاند و لذا با حذف قسمتهايي از نقشه اين كار عملي گرديد.در اين قسمت علاوه بر نقشه ها و مثالهاي عملي سعي شده است كه با توضييح مفاهيمي از قبيل: نقشه كشي،قالب،فولاد و خواص آن و .... ديد طراح را نسبت به اين موضوعات بازتر كرده تا او بتواند از اين مطالب در طرح خود حداكثر استفاده را ببرد. مثالي از محاسبات برش قطعات 1 شكل زير نشان دهنده يك نمونه از قطعه توليدي توسط قالب برش مي باشد كه طرح قالب آن نيز در صفحات بعد با شماره نقشه D-20014ترسيم شده است.قبل از شروع به ترسيم آن بايستي محاسبات زير را براي اين نقشه انجام داد: (شكل45) –مثالي از محاسبات برش T : ضخامت جنس:برنج مقاومت كششي: 20 Kg/mm2 محاسبه دورريز يا پرت: اولين مرحله محاسبات مربوط به تعيين دورريز(پرت) قطعه فوق مي باشد كه به توجه به اينكه قطعه محيط خارجي قوس داري دارد و اين قوسها در دو ايستگاه پشت سر هم نسبت به هم حالت واگرايي دارند از فرمول مربوط به دسته اول استفاده كرده و مقدار آن را 7% ضخامت ورق در نظر مي گيريم،كه به اين ترتيب مقدار آن 0.7 ميليمتر مي شود ولي با در نظر گرفتن ضريب اطمينان آن ره به 1.5 ميليمتر افزايش مي دهيم. (شكل 46)- محاسبه دورريز يا پرت محاسبه نيروي برش: همانطور كه در شكل بالا ديده مي شود عمليات برش در 5 ايستگاه روي نوار انجام مي گيرد.براي تعيين مقدار نيروي برش لازم ،بايستي نيروي برش را در هر ايستگاه به طور جداگانه پيدا كرده و از مجموع كل آنها مقدار كل نيروي برشي را محاسبه كنيم.ايستگاه اول: در اين ايستگاه دو مقطع برشي وجود دارد.يكي از آنها مربوط به سنبه كناره بر و ديگري مربوط به سوراخ پين جوينده مي باشد. FA= tB ×SAtB= 0.8×20=16 Kg/mm2مقاومت برشي برنجtB= 0.8 × 6BtB: مقاومت برشي (Kg/mm2 ) 6: مقاومت كششي (Kg/mm2 )S: سطح جانبي برش (Kg/mm2) براي به دست آوردن سطح جانبي برش بايستي محيط مقاطع برش را در ضخامت ورق ضرب كنيم:
قالب برش – جا نمایی یا طرح ورق
جا نمایی یا طرح ورق چگونگی قرار گرفتن جسم در نوارصرفه جویی در مواد یکی از اصول مهم ساخت برای قطعات با تعداد زیاد است و بدین جهت طرز قرار گرفتن ،حالت و جهتی که جسم در نوار بریده می شود حائز اهمیت بسیار می باشد. شکل ۱ جانمایی یا طرح ورق بعبارت دیگر برای اینکه نوار فلز دارای حداقل دور ریز باشد لازم است که پولک مورد برش به صورتی منطقی از این نقطه نظر در نوار بریده شود.همچنین در مورد اجسامی که بعد از عمل برش مورد خمکاری قرار می گیرند باید درباره روشی که برای گسترش آن انتخاب می کنیم کاملا مطالعه کنیم. برای درک بهتر این مطلب کافی است که به مثالها و اشکال زیر رجوع نماییم. قرار گرفتن صحیحجسم مربوط به شکل زیر مفروض است.سطح این جسم را محاسبه می کنیم. شکل ۲ سطح بازوی بزرگ: ۳ x 25 = 75 mm2سطح بازوی کوچک: ۹ x 3 = 27 mm2حال این قطعه را در نوار به صورت عمودی قرار می دهیم و مقدار درصد استفاده از سطح نوار را محاسبه می نماییم. شکل ۳ h = Sp / S x 100 که در این فرمول :h= % استفادهSp= سطح جسمS= سطح نوار برای یک قطعه.Sp = 102 mm2S = 26 x 15 = 390 mm2 h = 102 / 390 x 100 = 26 % اکنون مقدار h برای همین جسم در صورتی که به شکل افقی در نوار قرار گیرد حساب می کنیم. شکل ۴ جانمایی یا طرح ورق
قالب برش – گسترش صحیح
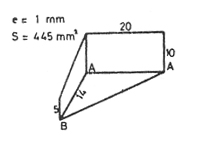
گسترش صحیحجسم مربوط به شکل زیر مفروض است.سطح این جسم را محاسبه می نماییم: شکل ۱ گسترش صحیح مستطیل ۱۰ x 20 = 200 مثلث ۱۴ x 20 / 2 = 140 mmذوزنقه ۵ + ۱۰ / ۲ x 14 = 105 mmSp = 445 mm2 با مشاهده جسم در میابیم که گسترش آن به دو صورت مختلف امکانپذیر است.فرض کنیم جسم در خط A-Aجوشکاری شود،بنابراین پولک اولیه آن باید به صورت “چپ و راست ” در نوار قرار گیرد.بنابراین : شکل ۲ گسترش صحیح h = 2 x 445 / 1452 x 100 = 65% حالا اگر فرض کنیم که جسم در خط AB جوشکاری شود طبق شکل زیر داریم: شکل ۳ گسترش صحیح این دو مثال بدین لزوم جستجو برای یافتن بهترین حالت قرار گرفتن جسم درنوار و همچنین گسترش صحیح آن می باشد. برای تعیین طرز قرار گرفتن قطعه در نوار و گسترش جسم،طراح نقشه کش باید کلیه راههای ممکن را آزمایش و محاسبه نماید و برای این منظور تنها رسم نوار و طرز قرار گرفتن جسم در ان و گسترش جسم با یک مقیاس مطلوب بهترین نتیجه را خواهد داد. جهت نورد کاریدر صورتیکه بخواهیم قطعه ای را در نوار قرار داده و سپس عمل خمکاری را روی آن انجام دهیم باید قبلا جهت نورد کاری آن ورق را در نظر بگیریم.در حقیقت مقاومت ورق عمود بر جهت الیاف نوار برای خمکاری بیشتر است. شکل ۴ گسترش صحیح اما این اصل اکثر اوقات مانع استفاده درست از نوار می باشد.(خیلی کم)،بنابراین ناچار خواهیم بود که جسم را در نوار به صورت مایل قرار دهیم. گسترش صحیح زاویه ماکسیمم ( α ) در جدول زیر داده شده است.جنس فلز و شعاع داخلی خمکاری از عوامل مهمی هستند که برای مایل قرار گرفتن جسم در نوار به کار گرفته می شوند. جدول جنس حداکثرα شعاع داخلی مس،برنج نرم،فولاد نرم،برنز نرم ۹۰ ۰ آلومینیوم ،ورق آهن برنج نیم سخت و سخت ۳۰° ۰ برنز نیم سخت و سخت ۹۰° از ۲e فولاد نیم سخت ۱۵° تا ۲e فولاد نیم سخت ۳۰° از ۲e فولاد سخت ۰° ۰ برنز فسفردار ۱۵° تا ۲e برنز فسفردار ۳۰° از ۲e کلیه فنرها،خم شده یا خم نشده ۳۰° e