Tube Bending and Hydroforming
Tube Bending and Hydroforming
Introduction
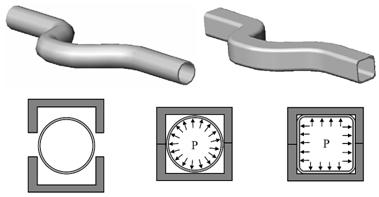
Currently, the need to improve automobile efficiency through weight reduction is apparent and one method in which this can be realized is through the use of hydroforming to manufacture conventional automobile structural components. A schematic of a pre-bent and hydroformed tube is shown below.
Typically, automobile structural components are manufactured using the stamping and welding processes, but by hydroforming a continuously bent steel tube, the following advantages can be realized:
- weight reduction (improved fuel efficiency)
- improved strength and stiffness due to continuous sections
- part consolidation and reduced scrap
- better dimensional accuracy
- reduced cost due to a reduction in labour
- equipment and energy consumption
Inherently, weight reduction is an advantage that hydroformed components possess over stamped and welded parts. This advantage can be further exploited through the use of high-strength steels (HSS), advanced high-strength steels (AHSS) and aluminum. The inherently lower ductility/formability of these materials limits their expansion during hydroforming due to premature fracture (burst), therefore techniques such as end-feeding and pre-bending optimization are required to manufacture a functional part.
The focus of the hydroforming program at the University of Waterloo is on 3.0” O.D. tubes. The types of parts that have been hydroformed include straight and pre-bent tubes. Both “high pressure” and “low pressure” hydroforming experiments are conducted at the University of Waterloo. The following geometries and the type of hydroforming process (high or low pressure) have been produced:
- Straight Tube (high and low pressure)
- 90° Pre-Bent Tubes bend radii of R/D 2.0 and 2.5 (high pressure)
- S-Rails with bend radii of R/D 1.5, 2.0 and 2.5 (high and low pressure)
- Tailor Welded Straight Tubes and Tailor Welded S-Rails

The tube alloys that have been tested at the University of Waterloo include:
- Dual Phase Steel (DP600, DP800)
- High Strength Low Alloy Steel (HSLA350)
- Drawing Quality Steel (DDQ, DQAK)
- Interstitial-Free Steel (IF)
- Aluminum (EN-AW5018, AA5754)
Experimental: Tube Bending
An Eagle Precision Technologies EPT-100 hydraulic mandrel-rotary draw tube bender at the University of Waterloo is used to conduct all of the bending experiments for this work as shown in the figure below. This industrial grade tube bender was retrofit with a closed-loop servo-hydraulic controls system that is run with a PC-based control and data acquisition system. A mix of MTS 406 and MTS FlexTest servo-hydraulic controllers are used. A custom in-house LabVIEW program is used to control the instrumented tube bender.

The goal of the pre-bending work is to improve the formability of the tubes in the subsequent hydroforming operation. Improved formability can be achieved by the reduction of thinning during pre-bending, which delays the onset of fracture (burst) during hydroforming. The three main process parameters that are investigated in the pre-bending operation are (1) lubrication condition (2) bend severity and most significantly (3) the application of bending boost. The below figure shows the reduction of thinning for increased bending boost levels.

Experimental: Hydroforming
Hydroforming experiments are performed at the University of Waterloo, using the 1,000Ton (2 million lbf) Macrodyne press shown below. To generate the internal pressure required for hydroforming, a high pressure intensifier is used to boost the internal water pressure to a maximum pressure of 414MPa (60ksi). For high pressure hydroforming experiments, hydraulic end-feed (EF) actuators are used to seal the tube and apply an axial EF load during hydroforming. The actuators each have a capacity of 1,112kN (250kip). For low pressure hydroforming experiments, end-plugs are used. A polymeric o-ring is used to created the seal between the inside diameter of the tube and the EF ram/end-plug. The leading edge of the o-ring expands radially upon application of pressure from the inside of the tube. A teflon ring is used as a back up seal by expanding radially when compressed by the o-ring.

Finite Element Modeling
Finite Element Modeling (FEM) codes are able to accurately simulate complex real-world problems such as metal forming. The computational power and speed of computers available today has increased to such an extent that these codes are now able to generate models quickly and accurately to aid in the design and development of industrial manufacturing processes, such as tube bending and hydroforming. After these models have been experimentally validated, they become extremely useful tools that allow the effect of many different factors to be explored without the need for expensive experimental testing.
The dynamic FEM code LS-DYNA is used to model the complex pre-bending and subsequent hydroforming process as shown by the FE models below. Of great importance, is the validity of these models, which is determined by comparing the predicted results to the experiments. Replicating the experimental boundary conditions is crucial to the success of the models. The instrumentation on the tube bender and hydroforming apparatus measures the boundary conditions (loads and displacements) which are used for validation purposes.

The predicted (FE) and measured (exp.) thickness/strain distributions after pre-bending and hydroforming are often compared for model validation. In the figure below, the thickness and strain distributions of a hydroformed DP600 straight tube show excellent agreement between the models and experiments, which provides confidence in the FE models.

The main goal of hydroforming advanced high strength steels and aluminum tubes is to increase the formability during the process by applying an end-feed load which delays the onset of fracture (burst). Below, the predicted and measured effect of end-feed load on corner-fill expansion (measure of formability) is shown for both straight and pre-bent DP600 tubes. The accuracy of the models is good and considerable increases of formability are shown.

As a result of the pre-bending and hydroforming work conducted at the University of Waterloo, the Extended Stress-Based Failure Criterion (XSFLC) was developed to predict the onset fracture in hydroforming. Free-expansion burst tests are used to calibrate the criterion which has the ability to accurately predict necking (failure) pressure, corner-fill expansion and fracture location as shown below for DP600 straight tubes at various levels of end-feed.

The Hydroforming Process
Hydroforming was developed in the late 1940's and early 1950's to provide a cost effective means to produce relatively small quantities of drawn parts or parts with asymmetrical or irregular contours that do not lend themselves to stamping. Virtually all metals capable of cold forming can be hydroformed, including aluminum, brass, carbon and stainless steel, copper, and high strength alloys.

A hydroforming press operates like the upper or female die element. This consists of a pressurized forming chamber of oil, a rubber diaphragm and a wear pad. The lower or male die element, is replaced by a punch and ring. The punch is attached to a hydraulic piston, and the blank holder, or ring, which surrounds the punch.

The hydroforming process begins by placing a metal blank on the ring. The press is closed bringing the chamber of oil down on top of the blank. The forming chamber is pressurized with oil while the punch is raised through the ring and into the the forming chamber. Since the female portion of this forming method is rubber, the blank is formed without the scratches associated with stamping.

The diaphragm supports the entire surface of the blank. It forms the blank around the rising punch, and the blank takes on the shape of the punch. When the hydroforming cycle is complete, the pressure in the forming chamber is released and the punch is retracted from the finished part.

Hydroforming Advantages
- Inexpensive tooling costs and reduced set-up time.
- Reduced development costs.
- Shock lines, draw marks, wrinkling, and tearing associated with matched die forming are eliminated.
- Material thinout is minimized.
- Low Work-Hardening
- Multiple conventional draw operations can be replaced by one cycle in a hydroforming press.
- Ideal for complex shapes and irregular contours.
- Materials and blank thickness specifications can be optimized to achieve cost savings.
Manufacturing Costs: Hydroforming versus Deep Draw Stamping
Tooling - With low volume runs, tooling is often the most important cost consideration. With hydroforming, a male die, or punch, and a blank holding ring are the only tools required as the rubber diaphragm and pressurized forming chamber act as the female die. As a result, hydroforming tooling is typically 50% less expensive than matched die tooling. With hydroforming, most punches are made from cast iron as opposed to the hardened tool steels used for match die drawing punches. Finally, hydroforming tools are easily mounted and aligned, making set-ups fast and efficient.
Development Costs - Proto-typing is often a necessary step in the manufacturing process. Changes in material type or wall thickness specifications can typically be accommodated with hydroforming without creating a need for new tooling.
Reduced Press Time - Complex parts requiring multiple press cycles in matched die operations can be drawn in a single hydroforming cycle. Hydroforming presses frequently achieve reductions of 60-70% compared to 35-45% for conventional matched die presses.
Finishing Costs - Aerospace, medical and commercial cookware applications often demand parts with outstanding surface finishes. Unlike matched die metal forming, which can leave scratches and stretch lines, the flexible diaphragm utilized in hydroforming eliminates surface blemishes, reducing the need for costly finishing processes like buffing.
مطالب مشابه :
ورودی های جدید سال 91 دانشگاه اسلامشهر
دانشگاه آزاد واحد اسلامشهر - ورودی های جدید سال 91 دانشگاه اسلامشهر - مهندسی برق-قدرت
برنامه درسی افتضاح
دانشگاه آزاد واحد اسلامشهر - برنامه درسی افتضاح - مهندسی برق-قدرت
فعالیت های علمی استاد حسین هارون آبادی
دانشگاه آزاد واحد اسلامشهر - فعالیت های علمی استاد حسین هارون آبادی - مهندسی برق-قدرت
Tube Bending and Hydroforming
وبلاگ دانشجویی دانشگاه آزاد اسلامشهر - Tube Bending and Hydroforming -
برچسب :
دانشگاه آزاد اسلامشهر