تعاريف و اصطلاحات جوشكاري ، متريال، استاندارد ، برشكاري و ....
Backgouging:
برداشتن پاس ریشه از جهت مقابل پس از اتمام جوش در یک طرف .ممکن پاس رویشه که امتزاج و نفوذ کامل داشته باشد.
Bakhand welding :
یک تکنیک جوشکاری است که جهت ترچ یا تفنگ جوشکاری در جهت پیشرفت انجام جوشکاری باشد.
Backing
:پشت بند , فلزی که پشت اتصال قرار داه می شود . وظیفه پشت بند مهار مذاب تا انجام نفوذ است . ممکن است بین مذاب و پشت بند امتزاج وجود داشته باشد .
Backing gas :
گازی مانند آرگون , هلیم , نیتروژن و هر گاز خنثی که داخل تجهیز و لوله قرار داده تا از اکسید شدن پاس ریشه در زمان جوشگاری جلوگیری شود.
Base metal :
فلزی که عملیات جوشکاری , لحیم کاری و برشکاری روی ان انجام می شود.
Bond line :
سطح مقطع بین فلز پایه و محدوده لحیم کاری یا پاشش گرم
Braze :
ایجاد اتصال با فیلری که دمای ذوب آن از فلز پایه کمتر و از 450 درج سلسیوس بیشتر است . در این حالت فلز پایه ذوب نمی شود و خاصیت موئینگی مذاب باعث حرکت آن در اتصال می باشد (لحیم کاری نرم)
Brazer :
کسی که به طور دستی یا نیمه اتوماتیک عملیات لحیم کاری را انجام می دهد.
Brazing :
گروهی از فرایندهای ایجاد اتصال که با گرما دادن تا دمایی مناسب فیلر ذوب می شود . این فرایند در دمای بیشتر از 450 درجه سلسیوس و کمتر از دمای ذوب فلز پایه انجام می شود. فیلر ذوب ودر بین اتصال پخش و با خاصیت موئینگی بین اتصال حرکت می کند.
Brazing , automatic :
فرایند لحیم کاری که کنترل دائمی و تنظیم تجهیزات بدون دخالت اپراتور انجام می شود. ممکن است در حین انجام کار بارگذاری رو تجهیز انجام شود.
Brazing , block(BB):
در این فرایند حرارت مورد نیاز جهت ایجاد مذاب از طریق یک block تولید می شود. به ندرت از این روش استفاده می شود.
Brazing , dip(DB) :
درای روش با غوطه ور کردن فلز پایه در حوضچه مذاب لحیم کاری انجام می شود.
وان ممکن است حاوی مذابی باشد که واکنش شیمیایی هم وجود داشته باشد . در این حالت واکنش شیمیایی عمل روانساز را نیز انجام می دهد . اگر در وان واکنش شیمیایی رخ ندهد فقط عمل تهیه فیلر پرکننده انجام می شود.
Brazing , furnace (FB) :
قطعه درون یک کوره مخصوص با اتمسفر کنترل شده قرار می گیرد . ولی قبل از قرار داده شدن درون کوره ماده لحیم روی محل اتصال قرار داده می شود.
Brazing machine :
روش لحیم کاری است که تجهیزات لحیم کاری که اپراتور تجهیزات لحیم کاری را به طور ثابت کنترل می کند . وممکن است بار گذاری در زمان لحیم کاری روی تجهیز انجام شود.
Brazing manual :
انجام لحیم کاری و کنترل آن کاملا" دستی انجام می شود.
Brazing resistance(RB) :
در اثر عبور یک جریان الکتریکی از درن قطعه حرارت لازم جهت ایجاد ذوی ماده لحیم تامین می گردد.
Brazing semiatomatic :
در این روش و تغذیه فیلر اتوماتیک انجام می شود .ولی کنترل فیلر و انجام لحیم کاری با دست است.
Brazing tourch(TB) :
در این روش حرارت لازم جهت ذوب فیلر از مشعل تامین می شود.
Brazing operator :
کسی که که تجهیزات و ماشینهای لحیم کاری را کنترل می کند.
Brazing temprature :
دمایی که فلز پایه را تا آن دما گرم کرده به طوریکه که فیلر بتواند امتزاج خوبی با فلز پایه داشته باشد.
Brazing temprature range :
محدوده دمایی که لحیم کاری در آن انجام می شود.
Build up of base metal/restoration of base metal thickness :
لبه سازی , عملیات جوشکاری که روی سطح فلز پایه انجام می شود تا ضخامت به اندازه مورد نیاز برسد. ترمیم موضعی فلز پایه را هم شامل می شود . جوشی که ایجاد می شود ممکن است از نظر ترکیب شیمیایی به جوشکاری نمونه متفاوت باشد.
Butt joint :
اتصال سربه سر , در این حالت ودر قسمت از فلز پایه تقریبا" در یک صفحه و یک راستا هستند.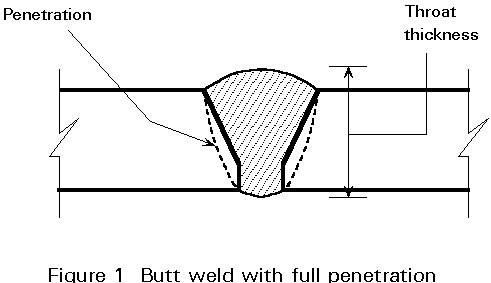
Buttering :
جوشکاری سطحی روی یک , دو یا چند سطح برای نزدیک کردن ترکیب شیمیایی و خواص متالوژیکی انها , جهت انجام جوشکاری نهایی می باشد(آسترکاری)
Clad brazing sheet :
لایه ای فلزی که با روش لحیم کاری روی سطح انجام می شود.
Complet fusion :
امتزاج بین سطح فلز پایه و جوش و لایه یه های جوشکاری در حین جوشکاری ایجاد می شود.
Composite :
ماده که از ترکیب چند عنصر فلزی و عیر فلزی تشکیل شده است به طوریکه خواص ماده با خواص هرکدام از عناصر به تنهایی متفاوت است.
Consumable insert :
فیلر مصرفی , فیلری که در پاس ریشه قرار داده می شود به طوریکه بعد از جوشکاری فیلر کاملا" ذوب شده و قسمتی از جوش می شود.
Contact tube :
وسیله ای که جریان را به الکترود پیوسته هدایت می کند.
Corner joint :
اتصال بین دو قطعه که تقریبا" بر هم عمود هستند و به صورت L می باشند.
Crack :
ترک , نوعی ناپیوستگی با انتها و ابتدای تیز که طول آن بسیلر بیشتر از عرض آن می باشد.
Defect :
ناپیوستگی یا ناپیوستگی هایی به تنهایی یا تجمعی طبق معیارهای استاندارد قابل پذیرش نباشند.
Direct current electrode negative(DCEN) :
جریان مستقیم به طوریکه الکترود به قطب منفی و فلز پایه به قطب مثبت وصل می شود.
Discuntinuity :
هر ناهماهنگی ساختاری فلز , مانند عدم همگنی در خواص مکانیکی , متالوژیکی یا خواص فیزیکی . ضرورتا" هر ناپیوستگی عیب نیست .
Double-weld joint :
اتصالی که از هر دو طرف جوشکاری می شود.
Double- welded lap jointed :
اتصالاتی که لبه دو فلز روی هم قرار گرفته و از هر دو طرف جوشکاری انجام می شود.
Electrode , bare :
فیلری که ممکن است شکل آن به صورت سیم , تسمه یا میله بدون پوشش باشد .
Electrode , carbon :
الکترود غیر فلزی که از جنس کربن یا گرافیت با لایه ای نازک از مس است که در برشکاری و برخی روشهای جوشکاری قوسی لستفاده می شود.
Electrode , covered :
فیلر ی که شامل یک هسته فلزی و پوششی غیر فلزی است . هسته فلزی جهت تامین فلز جوش و پوشش برای محافظت حوضچه مذاب از اتمسفر و اکسید شدن و تامین عناصر آلیاژی فلز جوش استفاده می شود
Electrode, emissive :
فیاری که دارای یک هسته فلزی و لایه خیلی نازک است که باعث پایداری قوس می شود.
Electrode , flux-cored :
الکترودی که درون یک تیوب قرار گرفته و تیوب وظیفه محافظت در برابر اکسید شدن , پایداری قوس را انجام می دهد . در این حالت محافظت خارجی انجام نمی شود.
Electrode ,lightly coated :
فیلری که اجزای تشکیل دهنده آن یک سیم و یک پوشش بسار نازک است . پوشش که اغلب از جنس مس است وظیفه پایداری قوس را برعهده دارد.
Electrode , metal :
فیلر یا الکترود فلزی که در جوشکاری قوسی یا برشکاری استفاده می شود. الکترودی که جهت برشکاری استفاده می شود می تواند به صورت میله یا پوشش دار باشد.
Electrode , resistance welding :
در اکثر روشهای جوشکاری مقاومتی همزمان با اعمال جریان د و قسمت فلز پایه با اعمال نیرویی مشخص به یکدیگر فشرده می شوند. الکترود ممکن است با چرخها , غلطکها یا استوانه های گردان به فلز پایه اضافه شوند.
Electrod , standarded :
یک فیار فلزی مرکب که شامل سیم و پوشش استاندارد که ممکن است برای بهبود خواص مکانیکی , پایداری قوس الکتریکی و محافظت استفاده شود.
Electrode tangesten :
الکترود غیر مصرفی از جنس تنگستن که در برخی روشهای جوشکاری قوس الکتریکی و برشکاری ها استفاده می شود.
Face feed :
تغذیه فیلر از رو و کنار اتصالFerrite number :
عددی استاندارد که مقدار فریت موجود در فولاد های زنگ نزن آستنیتی مشخص می کند.درصد ممکن است به صورت حجمی بیان شود. برای اطلاعات بیشتر به AWS A4.2, مراجعه شود.در این استاندارد روش کالیبراسیون تجهیز مغناطیسی که درصد فریت را اندازه می گیرد را توضیح داده است.
Filler metal :
فلز یا آلیاژی که به عنوان فلز مصرفی جوش , لحیم کاری نرم و سخت استفاده می شود.
Filler metal brazing :
فلز یا آلیاژی که جهت انجام لحیم کاری استفاده می شود.دمای ذوی فیلر لحیم کاری از 450 درجه سلسیوس بیشتر و از نقطه انجماد فلز پایه کمتر است.
Filler metal , powder :
فیلر که از ذارات پودری ساخته شده است.
Filler metal , supplemental :
در روش جوشکاری ESW یا هر روش جوشکاری قوسی که الکترود مصرفی غیر از الکترود ی که باعث ایجاد قوس می شود. این الکترود ممکن است به شکل پودر , میله و یا شکل دیگری باشد.
Fillet weld :
جوش گوشه ای , جوشی بین دو سطح زاویه دار با زاویه تقریبا" قائمه
Flaw :
ناپیوستگبی نامطلوب شبه ترک , یک نوع عیب
Flux(welding /brazing) :
مواد غیر قابل حل در مذاب که توانای تشکیل واکنش با اکسیژن و سایر عناصر نامطلوب روی سطح جوش رادارن و پس لز تشکیل اکسید به صورت سرباره رسوب می کنند. از وظایف دیگر فلاکس یا روان ساز محافظت از حوضچه مذاب و پایدار سازی قوس می باشد.
Flux , active(SAW) :
روانسازی که حاوی عناصر آلیاژی برای اضافه شدن به فلز جوش است. و بستگی به شرایط جوشکاری به ویژه ولتاژدارد.
Flux , neutral(SAW) :
روانسازثی که در ترکیب آلیاژی فلز جوش تغییری ایجاد نمی کند و بیشتر ولتاژرا تحت تاثیر قرار می دهد.
Flux cover :
لایه ای از روانساز که در لحیم کاری به روش غوطه روی سطح مذاب قرار می گیرد.
Forehand welding :
یک تکنیک جوشکاری است که جهت حرکت ترچ یا تفنگ جوشکاری در جهت حرکت جوشکاری است.
Frequency :
تعداد دوره های نوسان در یک دقیقه یا در یک زمان تعریف شده .
Fuel gas :
گازهایی از قبیل اسیتیلن , گازهای طبیعی , هیدروژن , پروپان , متیلاستیلن پروپادین و و یا دیگر گازهای معمل سوختی که همزمان با اکسیژن در روش جوشکاری OFW و یا گرم کردن استفاده می شوند.
Fused spry deposite( thermal sprying) :
روانسازی خودبه خود که در روش جوشکاری پاشش گرم ایجاد می شود.
Fusion(fusion welding) :
ذوب و امتزاج فیلر و فلز پایه و یا دوقسمت از فلز پایه در یکدیگر.
Fusion face :
سطحی از فلز پایه که حین جوشکاری ذوب روی آن انجام می شود.
Fusion line :
یک اصطلاح غیر استانداردی است از سطح جوش
Gas backing :
همان backing gas است.
Globular transfer(arc welding) :
انتقال قطره ای مذاب , یک روش انتقال مذاب از فیلر به حوضچه مذاب است.
Groove weld :
جوش شیاری , جوشی که جهت اتصال دو قطعه که بین آنها شیار است ایجاد می شود. انواع اتصالات جوش شیاری به شرح زیر می باشند.
Square groove weld
Single –vee grroove weld
Single –u groove weld
Single-j groove weld
Single –flare-bevel groove weld
Single-flare-vee groove weld
Double-vee groove weld
Double –bevel groove weld
Double-u groove weld
Double –J Groove weld
Double –flare-bevel groove weld
Double –flare –vee groove weld
Heat –affeted zoon :
منطقه تحت تاثیر حرارت , منطقه ای از فلز پایه که در زمان جوشکاری و برشکاری ذوب نمی شود . ولی خواص مکانیکی آن به دلیل حرارت ناشی از جوشکاری و برشکاری تحت تاثیر قرار می گیرد.
Interpass temprature :
بالاترین دمای فلز پایه در زمان انجام جوشکاری و یا برای جوشهای چند پاسه بیشترین دمایی که یک پاس می تواند داشته باشد تا جوشکاری پاس بعدی مجاز باشد.
Joint :
اتصال بین قطعات
Joint penetration :
فاصله اندازه نفوذ اتصال , فاصله بین سطح جوش تا انتهای اتصال
Kehole welding
: یک روش جوشکاری است که با متمرکز کردن گرما در یک نقطه با ایجاد یک روزنه محل شروع حوضچه مذای ایجاد شده و سپس یا حرکت حوضچه مذاب را توسعه داده وجوشکاری انجام می شود.
Lap or overlap :
اندازه فاصله بین لبه دو ورق وقتی که جهت انجام جوشکاری روی هم قرار می گیرند.
Lap joint :
اتصالی که از قرار گرفتن لبه دو قطعه روی یکدیگر ایجاد می شود.
Lower transformation temprature :
دمای شروع تشکیل فاز آستنیت در زمان گرم کردن قطعه.
Melt in:
یک تکنیک جوشکاری است که تمرکز حرارت به گونه ای تنظیم می شود که حرارت ناشی از جوشکاری لبه های جوش را نیز ذوب می کند.
Oscilation :
حرکات نوسانی الکترود و فیلر که توسط جوشکار یا دستگاه جوشکاری ایجاد شده و بستگی به قطر فیلر و الکترود دارد . اندازه نوسان بین یک تا سه برابر قطر الکترود است.
Overlay :
روی هم قرار گرفتن , یک کلمه غیر استانداردی است که در ASME IX و در توضیح جوشکاری های سطحی استفاده شده است.
Overlay , corrossion-resistance weld metal :
فلز جوشی که در یک لایه یا بیشتر برای انجام جوشکاری های سطحی اعمال می شود.و اغلب ای نوع جوشکاری برای بهبو مقاومت خوردگی سطح انجام می شود.
Over lay , hard facing weld metal :
فلز جوشی که در یک لایه یا بیشتر برای انجام جوشکاری های سطحی اعمال می شود.و اغلب ای نوع جوشکاری برای بهبو د سختی روی سطح فلز انجام می شود
Pass :
پیشروی جوش در یک مرحله حین جوشکاری روی سطح , در امتدا اتصال . نتیجه پاس یک لایه جوش یا شکل گیری بستر جوش است.
Pass , wash :
آماده سازی سطح برای انجام آزمایشهای غیر مخرب.
Peel test :
آزمایشی مخرب برای برسی خواص مکانیکی جوشهایی که اتصال آنها به صورت قرار گرفتن لبه دو قطعه روی یکدیگر ایجاد شده است.
Peening :
کار مکانیکی روی قطعه با اعمال ضربه.
Performance qualification :
سنجش توانایی جوشکار یا اپراتور جوشکاری جهت انجام جوشی قابل پذیرش طبق معیار های استاندارد.
Plug weld :
جوشی که در یک محیط دایره ای یا روی روزنه ای با هندسه ای معین انجام می شود. ممکن است اتصال به شکل T یا روی هم باشد. و دیواره های روزنه ممکن است با هم موازی باشند.( جوشهای نقطه ای و گوشه این نوع جوش را شامل نمی شوند.)
Polarity , revers :
قطبیت معکوس , در جوشکاری که با برق مستقیم زمانی که قطعه کار به قطب منفی و الکترود به قطب مثبت وصل می شود.
Polarity , straight :
قطبیت مستقیم , در جوشکاری با برق مستقیم زمانی که قطعه کار به قطب مثبت و الکترود به قطب منفی وصل می شود.
Postbraze heat treatment :
انجام عملیات حرارتی بعد از لحیم کاری
Postheating :
هر گونه عملیات گرمایی بعد ا ز انجام جوشکاری , لحیم کاری نرم , لحیم کاری سخت, پاشش گرم . برشکاری
Post weld heat treatment :
عملیات حرارتی که بعد از جوشکاری انجام می شود
Powdre :
فیلر جوشکاری که به صورت پودر های فلزی اعمال می شود.
Preheat maintenance :
کمترین دمای پیش گرم یا طبق بعضی تعاریف بیشترین دمایی که جوش در آن نگهداری شده تا عملیات حرارتی شروع شود.
Preheat temperature :
کمترین دما ی پیش گرم برای شروع جوشکاری
Preheating :
اعمال گرما به فلز پایه قبل از شروع جوشکاری یا برشکاری تا اینکه فلز پایه به حداقل دمای پیش گرم برسد.
Seal weld :
هرگونه طراحی جوش اولیه ای با استحکام مشخص که برای جلوگیری از نشت انجام می شود.
Seam weld :
جوش پیوسته ای که بین دو قطعه روی هم و یادر یک سطح نجام می شود. یک جوش درزی ممکن است از یک لایه و یا از چند لایه پیوسته انجام شده باشد.
Short –circuiting transfer (GMAW) :
در زمان قوس کوتاه انتقال فلز جوش به حوضچه مذاب از طریق یک فیلر مصرفی تامین می گردد.(انتقال پاششی و قطره ای مذاب را هم ببینید.)
Single –weld lap joint :
اتصال روی هم که جوشکاری روی لبه یکی از قطعات انجام می شود.
Slag inclusion :
ناخالصی های غیر فلزی که در زمان انجام جوشکاری بین لایه های جوش یا بین لایه های جوش و فلز پایه حبس می شوند.
Specimen :
نمونه یا قطعه تستSpot weld :
جوشی که بین دو قطعه روی هم از یک سطح داخلی شروع و ممکن است تا سطح خارجی ادامه پیدا کند . سطح مقطع جوش تقریبا" دایره ای است.
Spray –fuse :
یک روش جوشکاری در پاشش گرم که برای نفوذ اتمهای فلز جوش و فلز پایه دوباره آنها را تا دمایی مشخص گرم می کنند.
Spray –transfer(arc welding) :
انتقال مذاب از فیلر مصرفی به حوضچه مذای از طریق قطرات ریز مذاب انجام می شود.
Stringer bead :
جوشی که بدون نوسان عرضی نوک الکترود انجام می شود.
Surfacing :
اعمال جوشکاری , لحیم کاری پاشش مذاب گرم به روی سطح جهت رسیدن به ابعاد یا خواص مورد نظر.
Tee joint(T) :
اتصال بین دو قطعه که بر هم عمودند
Test coupen :
نمونه ای که جهت انجام تست برای تایید دستورالعمل یا اجرا جوشکاری و لحیم کاری می شود. یک قطعه ممکن است نمونه تست باشد .و نونه تست می تواند به لوله , ورق یا شکل هندسی مشخصی داشته باشد. و نوع جوش سطحی , شیاری و گوشه ای می تواند باشد.
Test specimen :
قسمتی از نمونه تست جوشکاری که جهت آزمایشهای مکانیکی آماده می شوند. آزمایش های لازم شامل خمش , کشش , ضربه ,تست مایکرو و .. می باشد. یک نمونه (spcimen) ممکن است خود نمونه تست جوشکاری (test coupon) باشد . برای مثال در لوله هایی با قطر کم , لوله به طور کامل تحت تست کشش قرار می گیرد.
Thermal cutting(TC) :
گروهی از فرایندهای برشکاری که با ذوب , سوختن یا تبخیر موضحی قطعه انجام می شود.
Throat , actual(of fillet) :
انداز ه گلوی واقعی جوش گوشه ای , کمترین فاصله بین ریشه جوش گوشه ای تا سطح جوش.
Throat , theorical (of fillet) :
فاصله بین ریشه جوش گوشه ای تا سطح جوش که از روش ریاضی و تئوری محاصبه می شود. این محاسبات با فرض اینکه فاصله دو قطعه در پاس ریشه برار با صفر است انجام می شود.
Under cut :
شیاری که بین فاز پایه و جوش در پاس ریشه یا لایه آخر جوشکاری ایجاد می شود.
Upper transformation temprature :دمای که در زمان گرم کردن کل فریت به آستنیت تبدیل می شود.
Usability :
میزان توانایی فیلر در انجام یک جوش بدون عیب و سالم.
Weave bead :
در روشهای جوشکاری دستی و نیمه اتوماتیک نوسان عرضی نوک فیلر یا الکترود برای تشکیل بستر جوش.
Weaving :
یک تکنیک جوشکاری است که نوسان نوک فیلر و الکترود به صورت عرضی است .
Weld :
جوش , فرایندی که با اعمال گرما رو قطعات فلزی و غیرفلزی انجام می شود.ممکن است جوش با اعمال فشار و یا با استفاده از فیلر مصرفی انجام شود.
Weld , autogeous :
جوش ذوبی که بدون استفاده از فیلر انجام می شود.
Weld bead :
فلز جوشی که نتیجه یک پاس جوشکاری است.
Weld face :
سطح جوش از طرفی که جوشکاری انجام شده است.
Weld inter face :
سطح بین لایه جوش یا بین لایه های جوش و فلز پایه در فراین های جوشکاری ذوبی.
Weld metal :
فلز جوش , در فرایندهای جوشکاری ذوبی قسمتی از فیلر و الکترود که ذوب شده و منطقه جوش را تشکیل می دهد.
Weld size : groove weld :فاصله بین سطح جوش تا عمق جوش بدون در نظر گرفتن نفوذ جوش.
Weld reinforcement :
فلز جوشی که در سطح جوش یا ریشه اضافه بر مقدار لازم جهت جوش لازم است.
Weld size : for equal leg fillet welds :
طول بیشتری ساق جوش در جوشهای گوشه ای.
Weld size : for nonequal leg fillet weld :
در جوشهای گوشه ای طول ساق بزرگتر جوش
Welder :
شخصی که عملیات جوشکاری را در فرایندها جوشکاری دستی و نیمه اتوماتیک انجام می دهد.
Welding , arc stud(SW) :
فراین جوشکاری که جهت جوشکاری یک زائده , دو قطعه مشابه و یا هر قطعه ای با ایجاد قوس الکتریکی انجام می شود . این فرایند بدون استفاده از فیلر مصرفی انجام میشود.
Welding , automatic :
جوشکاری که توسط ماشین جوشکاری و بدون دخالت اپراتور انجام می شود. تجهیزات جوشکاری ممکن است در زمان جوشکاری بارگذاری شوند.
Welding , consumable guid electroslag :
تغییر در فیلر اضافی که در فرایند جوشکاری ESW استفاده می شود.
Welding , electrogas(EGW) :
یکی از فرایند های جوشکاری که قوس بین فیلر مصرفی پیوسته و حوضچه جوش ایجاد می شود. جوش عمودی با استفاده از نگهدارنده انجام می شود. این فرایند ممکن است با یا بدون اعمال فشار انجام شود. و استفاده از گاز محافظ اجباری نیست. در حالتی که از الکترود پوشش دار با مغزی جامد استفاده می شود . ممکن است از گاز محافظ استفاده شود.
welding , electron beam(EBW) :
جوشکاری با اشعه الکترونی : در این فرایند جوشکاری حرارت مورد نیاز جهت ایجاد حرارت با پرتو الکترونی ایجاد می شود . الکترون توسط منبعی به نام (EMITTER) تولید می شود.الکترونها توسط دستگاهی به نام (GRID) شتاب داده می شوند و لنزهای مخصوصی جهت مترکز کردن آنها استفاده می شود . چها متغیر منحصر به فرد واصلی در این روش ولتاژ شتاب دهنده پرتو , شدت جریان پرتو , شعاع کانونی پرتو و سرعت جوشکاری می باشد.
Welding , electroslag(ESW) :
جوشکاری سرباره الکتریکی :: این روش برای قطعات خیلی ضخیم استفاده می شود . و دو قطعه را بدون انجام لبه ساز ی کنار هم قرار داده و جهت پیشرفت جوشکاری در جهت عمودد است. فرایند ESW شبیه ریخته گری است ..بنابراین احتمال ایجاد ترک در جوش زیاد است.
Welding , flux-cored arc (FCAW) :
جوشکاری با قوس الکتریکی تو پودری: در این فرایند الکترود به صورت میله ای توخالی است که محفظه خالی پر از پودر است . والکترود مصرفی در مرکز میله قرار دارد . در این روش قوس الکتریکی بین پوسته خارجی میله و فلز پایه ایجاد شده . و محافظت از حوضچه مذاب در یک فرایند خود به خود انجام می شود.الکترود های این فرایند در ASME II PART C SFA 5.17 توضیح داده شده است.
Welding , friction(FRW) :
جوشکاری اصطکاکی: در این فرایند گرمای لازم برای ایجاد ذوب از مالش دو قطعه به هم تولید می شود . و برای پرکردن اتصال نیاز به فیلر و الکتررود نیست .
Welding , friction , inertia and continuous drive :
جوشكاري اصطكاكي , اينرسي و پيوسته
دو نوع فرايند جوشكاري اصطكاكي هستند كه در حالت اينرسي نيروي لازم جهت چرخش قطعه توسط يك چرخ تهيه ودر حالت پيوسته نيروي مكانيكي جهت چرخش قطعات از يك منبع الكتريكي يا موتور هيدروليكي تامين مي گردد.
Welding , gas metal –arc(GMAW) :
فرايند جوشكاري است كه فيلر به طور پيوسته ذوب و به حوضچه مذاب اضافه مي شود . در اين فرايند محافظت در برابر اكسيد شدن و محيط به وسيله گاز انجام مي شود.
Welding , gas metal –arc (GMAW-p) :
انجام فرايند جوشكاري GMAW با برق معكوس .
Welding , gas metal –arc , short –circuiting arc(GMAW-S):
فراين جوشكاري GMAW كه در آن انتقال مذاب به روش short circuit انجام مي شود.
Welding , gas tungsten –arc(GTAW):
يكي از فرايندهاي جوشكاري ذوبي كه قوس الكتريكي بين يك الكترود غير مصرفي تنگستن و قطعه كار ايجاد مي شود. در اين روش محافظت در برابر اكسيد شدن حوضچه مذاب به وسيله گاز انجام مي شود.
Welding , gas tangestan –arc , pulsed arc (GTAW-P) :
: انجام فرايند جوشكاري GTAW با برق معكوس
Welding ,induction(IW) :
فرايند جوشكاري كه حرارت لازم جهت ايجاد مذاب به وسيله يك جريان الكتريكي با فركانس بالا انجام مي شود. اين روش ممكن است با اعمال فشار و يا بدون اعمال فشار انجام شود.
از مزاياي جريان با فركانس بالا اين است كه تمركز گرما در مكانهاي مورد نظر امكان پذير است.
Welding , laser beam(LBW) :
در اين فرايند جوشكاري حرارت مورد نياز جهت ذوب فلز با اشعه ليزر حاصل مي شود.
Welding , machine :
تجهيزات و ماشين جوشكاري در زمان انجام عمليات جوش تحت كنترل اپراتور مي باشد . تجهيزات ممكن است در زمان انجام جوشكاري بار گذاري شوند.
Welding , manual :
فرايندهاي جوشكاري كه انجام و كنترل عمليات جوشكاري توسط جوشكار مي باشد.
Welding , oprator :
كنترل كننده ماشين و تجهيزات جوشكاري در جوشكاري هاي اتوماتيك
Welding , oxyfuel gas(OFW) :
گروهي از فرايند هاي جوشكاري كه گرما ي لازم جهت ايجاد مذاب از گاز اكسيژن تامين مي گردد . در اين فرايند ها ممكن است فشار و فيلر مصرفي اعمال شود.
Welding ,plasma-arc(PAW) :يكي از فرايند هاي جوشكاري قوسي كه گرماي لازم براي انجام جوشكاري از ايجاد قوس بين الكترود يا نازل و قطعه كار تامين مي گردد. (قو س غير انتقالي ) معافظت به وسيله حرارت زيادي ناشي از يونيزاسيون گاز ايجاد مي شود. گاز محافظ ممكن است خنثي يا تركيبي از گازهاي خنثي و غير خنثي باشد.
Welding , progection(PW) :
جوشكاري پيش طرحي
يكي از فرايند هاي جوشكاري مقاومتي است كه كه حرارت از مقاومت لايه جوش در برابر جريان الكتريكي حادث مي شود. از مزاياي اين روش اين است كه حرارت لازم مي تواند به صورت موضعي متمركز شده و جوشكاري قطعات به صورت روي هم امكان پذير باشد.
Welding , resistance :
جوشكاري مقاومتي
گروهي از فرايند هاي جوشكاري كه گرماي مورد نياز جهت ايجاد مذاب با مقاومت قطعه فلز در برابر جريان الكتريكي ايجاد مي شود.در اين روش اعمال فشار الزامي است.
Welding , semiautomatic arc :
جوش كاري نيمه اتوماتيك
فرايند هاي جوشكاري قوسي كه فقط تغذيه فيلر به وسيله تجهيز انجام مي شود و كنترل فيلر جهت ايجاد مذاب را جوشكار انجام مي دهد.
Welding , shield metal arc(SMAW) :
فرايند جوشكاري قوس الكتريكي با الكترود پوشش دار . در اين فرايند قوس الكتريكي بين الكترود پوشش دار و قطعه كار يا در ادامه حوضچه جوش انجام می شود.
محافظن از حوضچه مذاب در برابر اکسید شدن به وسیله پوشش الکترود انجام می شود.
Welding , stud :
جوش زائده ای اتصال عمومی است که زائده به سطح قطعه کار جوش می شود . تامین حرارت جهت به ایجاد مذاب می تواند نوسط قوس الکتریکی , اصطکاک , مقاومت الکتریکی ویا سایر فراینده ای دیگر باشد.
Welding , submerge-arc(SAW) :
جوشکاری زیر پودری با قوس مخفی
نوعی فرایند جوشکاری است که گرمای لازم برای تشکیل مذاب بین الکترود و قطعه کار تامین می شود . قوس الکتریکی زیر پودر انجام شده و جوشکاری به صورت پیوسته و اتوماتیک انجام می شود. در این روش محافظت توسط فلاکس انجام می شود.
Weldment :
قطع جوشکاری شده , هر سازه یا قطعه مونتاز شده ای که روی آن عملیات جوشکاری انجام شده باشد.
مطالب مشابه :
اصطلاحات جوش
فنی مهندسی - اصطلاحات جوش - مهندسی جوش Alignment هم محوري درز Ammeter آمپرسنج Arc strikes لکه قوس
اصطلاحات جوش
متالورژی و مهندسی مواد و بازرسی فنی - اصطلاحات جوش - مطالب متنوع در مورد متالورژي و بازرسي فني
اصطلاحات جوشكاري
کوروش حیدریان دانشجوی کارشناسی ارشد مکانیک طراحی کاربردی . این وبلاگ در زمینه جوش و نرم
تعاريف و اصطلاحات جوشكاري ، متريال، استاندارد ، برشكاري و ....
آشنايي با اصول استاندار هاي جوش و متريال - تعاريف و اصطلاحات جوشكاري ، متريال، استاندارد
بازرسی جوش(ITP)
اطلاعات فنی - بازرسی جوش(itp) - خودرو برنامه آزمون و بازرسي (itp): استفاده از itp ها بخوبي در بين
اصطلاحات جوشكاري
مشاوره - اصطلاحات جوشكاري - مشاوره در امور فني مشکلات صنعت جوش در کشور ; نکاتی در مورد
تعاريف و اصطلاحات جوشكاري ، متريال، استاندارد ، برشكاري و ....
مهندسی جوش و بازرسی سازه های فولادی - تعاريف و اصطلاحات جوشكاري ، متريال، استاندارد
اصطلاحات کاربردی در جوشکاری
اصطلاحات کاربردی در سایت مهندسی جوش fundamental of professional welding(اصول جوشکاری) مقالات مهندسی جوش و
استانداردهای کاربردی در بازرسی جوش
گستره و تنوع استاندارد در حیطه بازرسی جوش بسیار است ولی به تعدادی از استانداردهای کاربردی
برچسب :
اصطلاحات جوش